This was to be a post about improvement. The laid wires were straighter and the facing much improved. Instead, in a few thoughtless seconds, scrap!
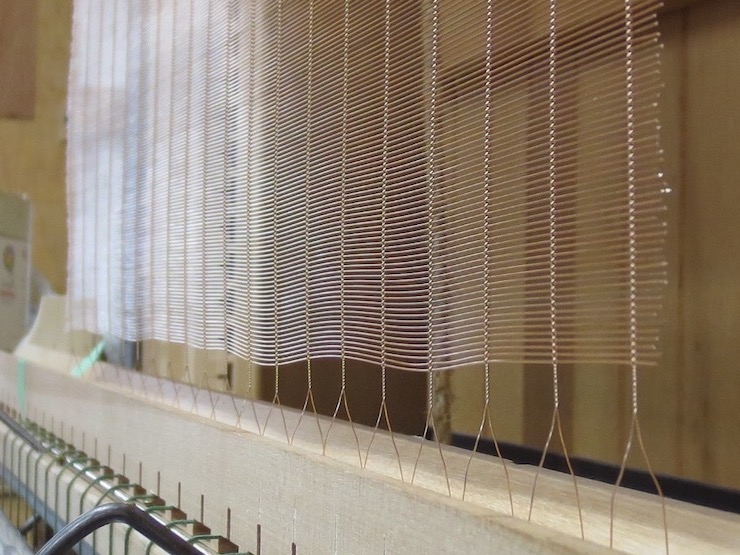
After the laid facing was completely finished I cranked too far and look what happened. The bottom of the wire twisting mechanism started to run into the wire slides and push them down. This stretched the chain wires and wrecked the facing. (I had noticed some resistance as the facing was being made and was trying to see what caused it by cranking some more. )
The facing started out very well. The laid wires pulled very straight after adding a new fixture to the wire straightener. See “An Addition” at the bottom of Post #19.
The wire worked beautifully. It was to be another 12″ x 18″ fine laid facing. It is a first attempt of 27 laid wires per inch using some new sizes of wire. Laid wires are .0158″ diameter and chain wire is .0106″.
The chain wires stretched well up into the body of the facing.
You can see how the wire slides are being pushed down. The wire weights have already been removed. I pulled a few laid wires out after cutting the facing off the loom and found that they can be re-used to make a new facing to replace this one.
At 30 wires per inch this is the finest facing I’ve ever made. After running tests to see what size chain wire to use I set out to make a facing for a 12″ x 18″ mould. The laid wires are .0144″ diameter 3/4 hard phosphor bronze and the chain wire is .0102″ diameter annealed phosphor bronze.
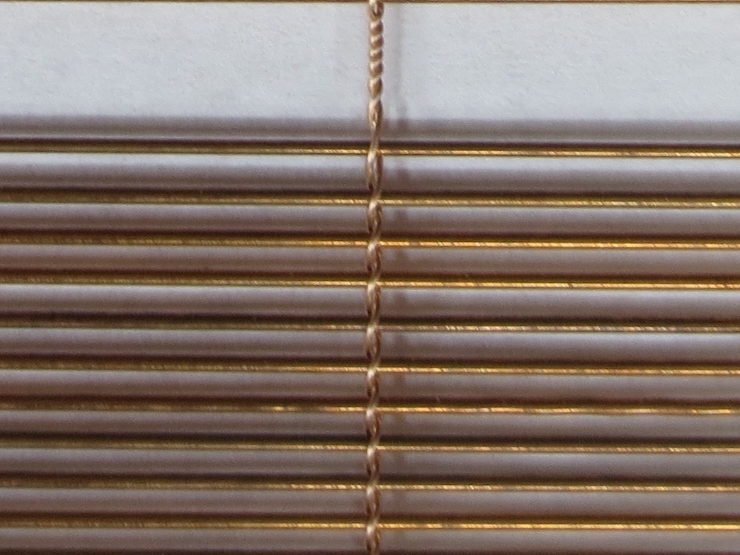
A customer expressed interest in this paper produced in Amalfi, Italy in the 1960s. It is ‘antique laid’ paper made on a single faced laid mould (as all European paper was before the mid 1700s). Note the distinctive ‘shadow zones’ along the chain lines created by uneven drainage from the mould structure. The paper shows a laid wire spacing of about 30 wires per inch. I am told that close wire spacing was typical of a lot of 17th century papers. In those times the wires would have been copper or brass. It’s not clear whether these wires would have been put together on a loom or by hand. It would have required a great deal of skill to make a laid facing like this by hand.
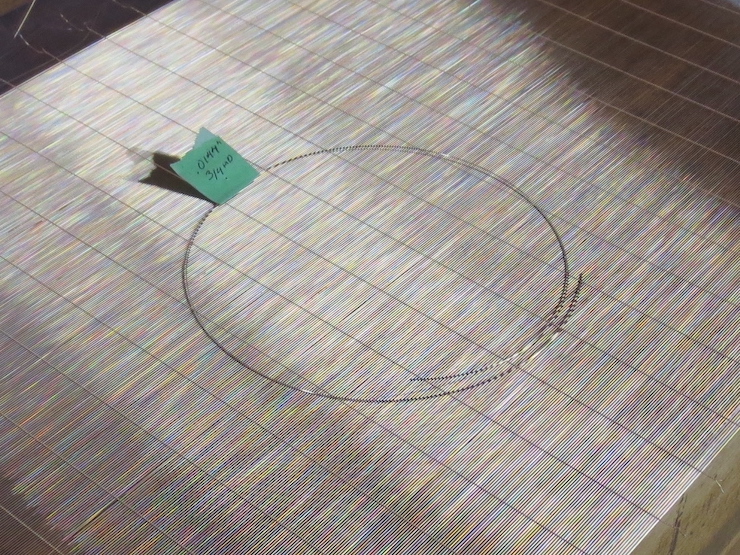
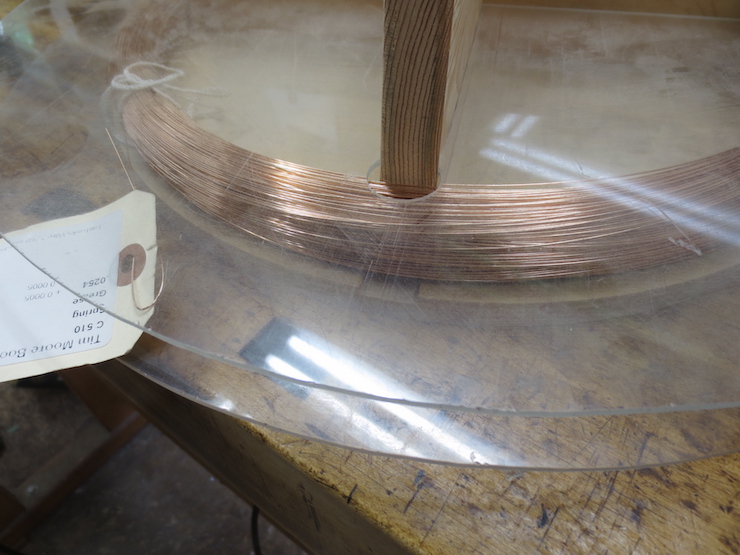
I welcomed the challenge of trying out a very fine facing on my loom! First the laid wire needed to be straightened (and this wire started out very curved). Here is a loop of the new wire placed on the finished facing. The wire came with a very tight cast of about 5-1/2″ diameter.
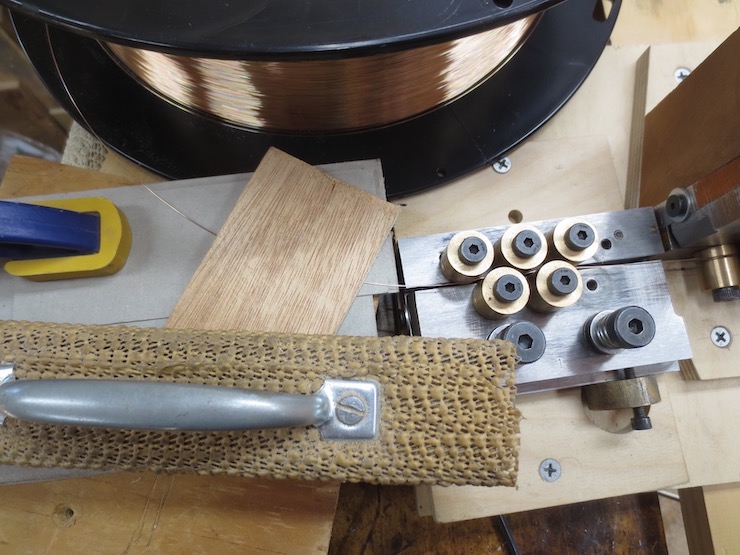
At first it was difficult to straighten it well. It’s never perfectly straight. Most of the wire ended up like the larger pile on the right. Very near the end I had a breakthrough of sorts that allowed me to pull wires that looked like those on the left.
What helped was drawing the wire between pads to control the orientation of the wire as it entered the first set of rollers, thereby improving consistency in the final, straightened wire. Small adjustments to the rollers (to take out either cast or helix) now seemed to give understandable and more predictable results. Before this the wires would cycle back and forth from nearly straight to fairly curved making it difficult to determine what adjustments to make. The pads were built up (from scraps around the shop) to hold the wire at the same level as the grooves in the rollers. In this first, somewhat random attempt, the layer just below the wire is cardboard and a small piece of plywood is held on top with a weight. Layers of paper shim (these are hidden under the weight) are used to create a space for the wire to travel through without much drag. The purpose is to hold the curve (cast) of the wire firmly horizontal as it enters the grooves in the first (horizontal) bank of rollers. Next time I’ll make a more permanent version to bring the pad even closer to the first roller. I’m pretty sure this will help and look forward to trying it out next time.
I have now added a permanent version which can be viewed at the bottom of post #19, “Straightening Laid Wires”.
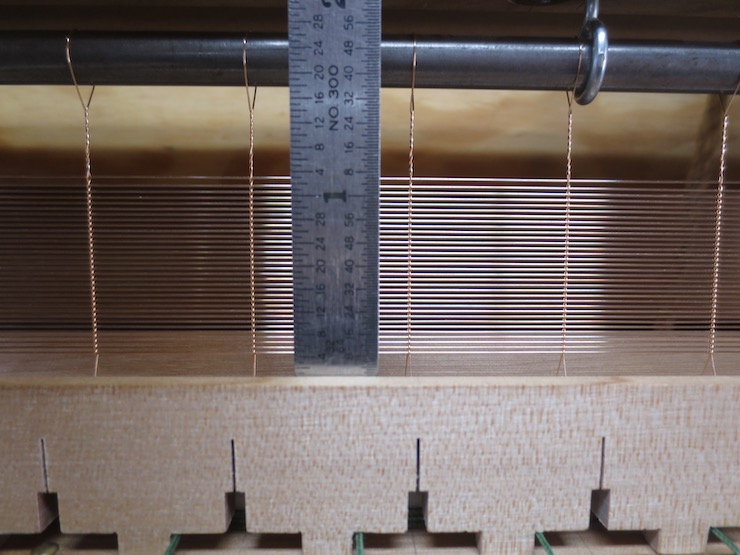
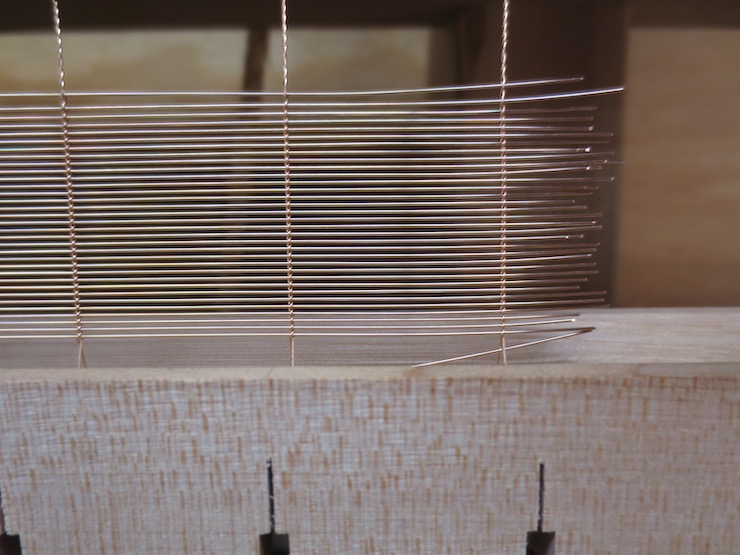
Counting 10 clicks using this 23 pin ‘counting wheel’ yields an interval of 29.9 wires per inch. After the wire weights were removed from the finished facing it shrank just a bit and ended up even closer to 30 wires per inch.
The two sizes of wire worked beautifully together though the curvy wires were a little difficult to feed into the trough.
The excessive curve left the ends a bit wild. After being stitched to the mould the usual process of smoothing out wires along the ends will be more difficult.
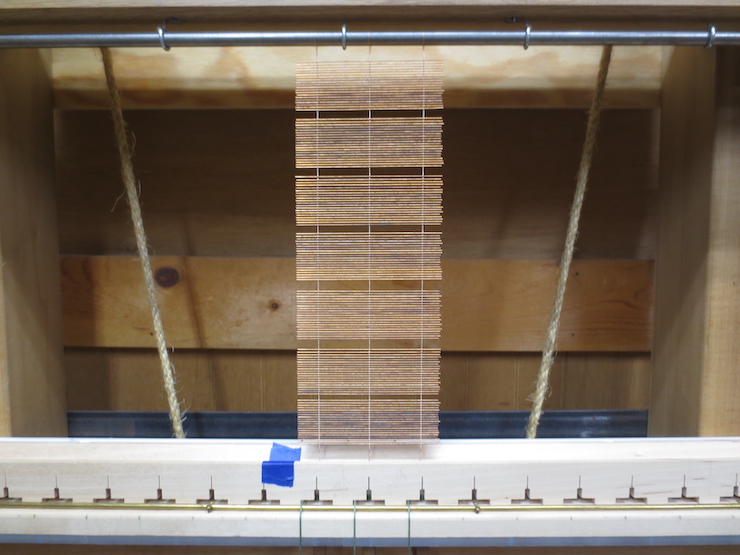
The partly finished laid facing.
Many old papers were made on moulds with closely spaced, very fine laid wires. This facing will be made into an ‘antique laid’ (single faced laid) mould. In the hands of a skilled papermaker this should allow some of the qualities of these old papers to be reproduced.
I’ve long been intrigued with the challenge of making bookbinding ploughs. A problem has been finding a source of knives. (Please let me know if you have any suggestions). The knife used in this post is high quality but it is small and not suitable for trimming thick books. This post details a method of using this knife in a different way to overcome this limitation.
These ploughs were designed to be adapted to fit different presses and knives by screwing appropriate blocks to the bottom. For this experiment I shaped and added red oak blocks to try out a different way of mounting the knife. The knife is fastened to the bottom of a beam. This allows it to traverse a long way without being limited by the length of the knife.
I used a spare guide bar for the beam from an earlier version that I no longer use. (Two of the newer version are installed on this plough.)
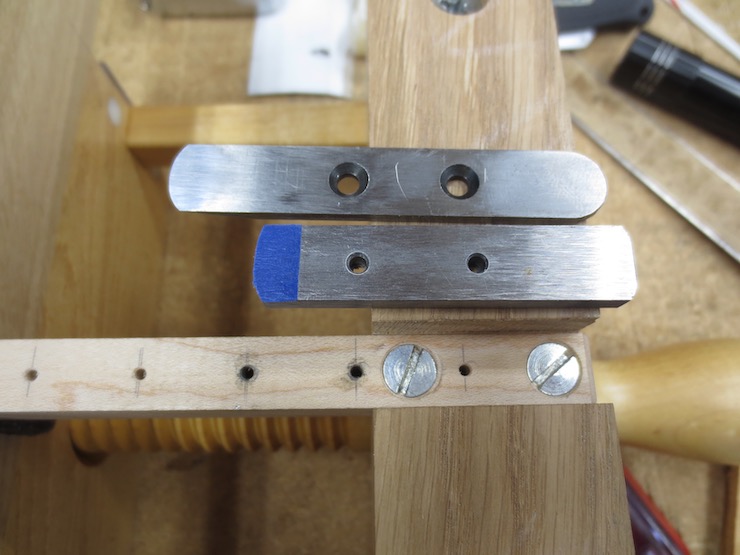
One end of the beam is screwed firmly into a slot at the bottom of the handle side of the plough. A row of holes allows the knife to be positioned at various places along the beam for trimming various thicknesses. A small piece of tape has been placed on one end of this steel spacer block. When the screws are tightened down this springs the knife; pushing the tip out so that only the cutting edge will contact the paper being trimmed.
The spacer block sandwiched between the knife and beam adds cutting depth. The knife is 1/8″ thick and the block 3/16″ thus limiting the depth of cut to 5/16″.
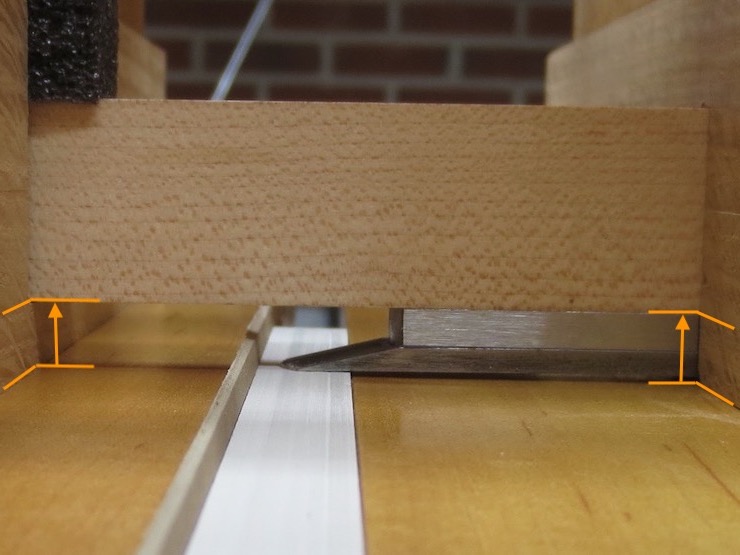
A view from the far end – opposite from where one would normally stand. The handle side of the plough is on the left. The knife is elevated about 1mm above the surface of the press. The bottom surface of the knife never touches the press.
I have flipped the same photo and zoomed in to show how things would look from the operator’s point of view. The plough is constructed to hold the bottom of the beam exactly the same distance above the press at both ends (orange lines and arrows). This means that the plane of trim is established by the upper surfaces of both halves of the press. The knife is equally supported at all phases of its cut. The piece of black plastic foam at top left presses the sliding end of the beam against the bottom of the groove that it slides in. Next time I will use a steel bar instead of a wooden beam. The weight of the bar alone should eliminate the need for this packing. The holes for attaching the knife would be tapped to receive machine screws. The relatively small knife would be united with a hefty piece of steel to add rigidity.
Here the knife is screwed down in its shortest position.
If screwed down here the plough could theoretically trim 3-1/2″ of width even though the knife is short. However the cut is also limited by the width of the jaws of the press and the design of the plough. The screw of this plough isn’t long enough and the press isn’t wide enough to trim more than 2-3/4″.
Different sizes and shapes of knife could be substituted as long as they have countersunk holes for attachment to the beam. A circular plough knife could likely be made to work as could various sizes of rectangular bar-shaped knives.
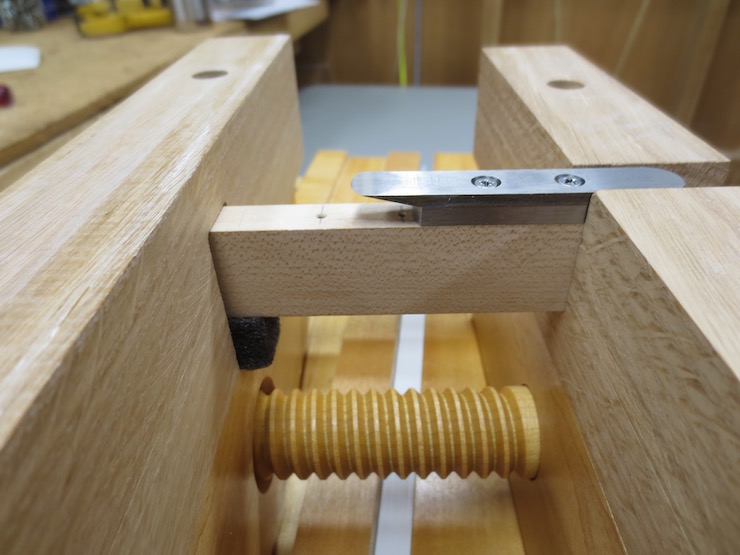
This end of the knife beam is rigidly attached to the handle side of the plough. The handle side of the plow body along with the beam form a rigid T shape so the knife can’t tip sideways as it slices.
The other end of the beam rests on the bottom of a wide notch to hold it a precise distance above the press. This keeps the cutting edge traversing in a plane exactly level with the top surfaces of the press as the knife is advanced by turning the wooden screw.
A view from the operator’s end.
This was an experiment to see if this would work and I think it worked very well. Along with a steel beam, version #2 likely won’t be as tall and may have longer screw and guide bars.
Annealed (softest): Used for chain wires and for stitching the wire to the ribs.
1/2 Hard: I believe that Amies used this for laid wires.
3/4 Hard: I have been using this for laid wires with good results.
Full Hard: I have been (mistakenly) believing that this was harder than Spring Temper.
Spring Temper (the hardest wire I’ve used): I used this exclusively for years, purchasing it pre-straightened. For several years I’ve been straightening it for laid wires with good results. It may be stronger than necessary and harder to straighten than 1/2 or 3/4 Hard.
My Misunderstanding:
Until recently I have been thinking that Full Hard was harder than Spring Temper. I have successfully made laid wires from 1/2 Hard, 3/4 Hard and Spring Tempered CA510 Phosphor Bronze Wire. I’ve never used Full Hard. I’ll correct these posts soon but wanted to set the record straight. I don’t actually know which is best but I’ve settled on 3/4 hard as my preferred wire for laid wires.
This is the other pair of moulds that was referred to in post #46; “Investigating a pair of Amies Wove Moulds”. There were not as many surprises this time but, as always, there are interesting details to observe.
Both moulds and deckle have this identifying tag, #319.
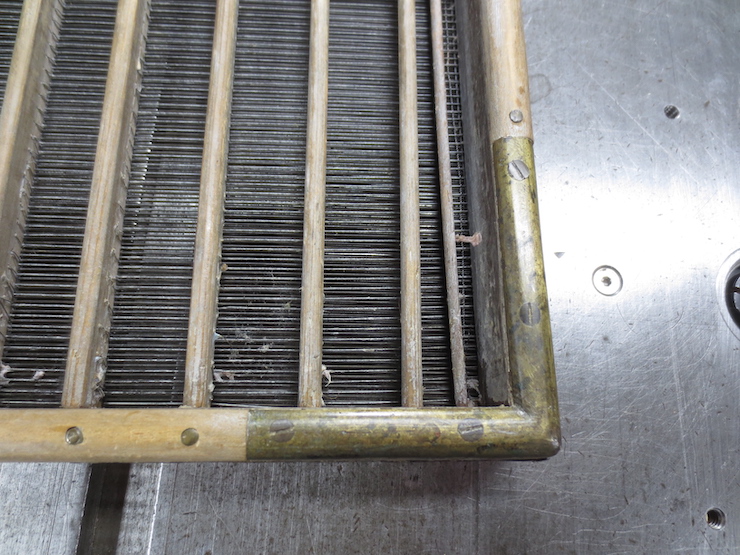
These moulds have laid facings that are as coarse as I’ve seen; 17.25 wires per inch. The laid wires are .030″ diameter and the chain wire perhaps as heavy as .015″. The backing wires are spaced 7.87 wires per inch and are smaller than those of the facing at .024″ diameter. The moulds have seen heavy use; many ribs are split and have been repaired by re-sewing over the split parts through new holes pierced farther down the sides of the ribs.
The nicely shaped cast brass corner braces measure 3″ x 3-3/8″ and are fastened with only four screws each. Boxwood rub strips protect the bottom edges between the corner braces.
I removed one of the castings as shown above.
I don’t know what the extra holes were for or why there appears to be a partially exposed cross-wise hole at the corner.
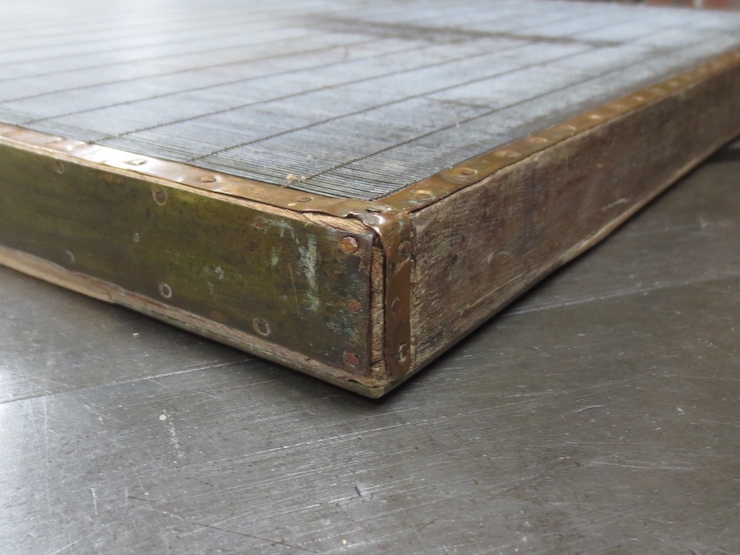
The outer sides of these moulds are strongly curved. Presumably this makes the deckle easy to fit over the top and provides a tighter seal after the deckle settles completely down onto the mould. The moulds and deckle are made of straight grained mahogany.
The deckle has extra wide ends. Apparently the moulds were originally built to make larger sheets and this deckle was made with wide overlaps at the ends to reduce the sheet size. The brass sheathing is nailed right down the mitered seams of the deckle corners. I haven’t seen this before.
You can see the unusually wide overlap in this view from beneath. This begs the question “what are waterbars for?” since they have been rendered useless here. These little extra ribs appear in all British moulds that I’ve seen. I believe that these were intended to encourage good drainage along the deckle edge. They probably function this way for single faced laid (antique laid) moulds but I think they may be non-functional on double faced moulds, either laid or wove.
A strip of wood is nailed to the bottom of one long edge of the deckle. This may have the purpose of keeping pulp from washing up from the bottom as the mould was dipped into a vat equipped with a ‘hog’, a rotating paddle that stirred the pulp to create a current. The wooden strip would also make it easier to quickly place the deckle over the mould.
The wire stitches are placed very closely. The wire often passes through sewing holes twice so the number of stitches on the face and the number of holes drilled through the ribs do not correspond. The stitching is irregular with stitches angling ‘backwards’ and ‘forwards’ instead of in an even spiral like I am used to seeing. Stitching this close requires very long lengths of sewing wire. This makes it more difficult for the person stitching the wire facing since each time a new stitch is taken a great length of wire has to be pulled through.
A view from below showing the stitches. The close hole spacing was likely the cause of this split rib and many more like it.
Many splits have been repaired by stitching.
Patches of ‘repair stitching’ or ‘over-stitching’ can be seen.
Many of the ribs had split at their ends. This is a different problem and is common in large moulds. It doesn’t seem to affect performance all that much.
These splits are often repaired by wiring across the split.
One end of each of these moulds has no sheathing and the copper strips that cover the edges of the wire facing are bent over the ends.
There must be reasons for most of these very specific construction details but many are a mystery to me.
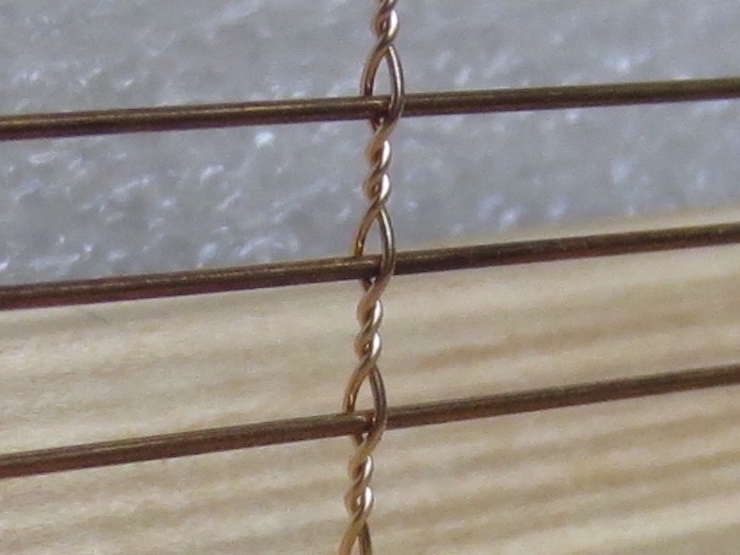
Waterbars are usually wired to the brace rods where they cross. Here is a simple method of finishing the binding job with a little twist.
This doesn’t include straightening laid wires or sewing with wire. Both have been covered in earlier posts. In some ways this is a continuation of the last post, #55: Configurations of Laid Wire.
The wire used here is phosphor bronze. It is corrosion and fatigue resistant, stronger and much better for mould making than copper or brass. The wire used for chain wire twists is soft (annealed) and the wire that is straightened for laid wires has some temper. For years I used only spring tempered for the laid wires but I have been told that 1/2 hard is what was used at Amies. I have since tried 1/2 hard and 3/4 hard to make laid wires. All worked well though, in general, harder tempers may be a little more difficult to straighten.
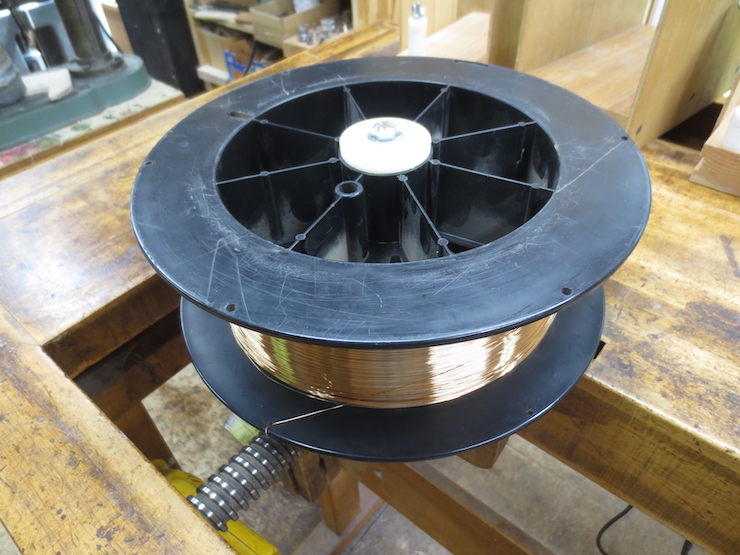
Wire is often supplied in coils. A coil alone is not convenient and needs to be supported on a reel to make it easier to use.
Here is a reel that I made. The base is a thick plywood disc. It has a hole in the center so it can turn on a steel rod mounted in a block of wood.
I made two identical plastic discs to fit the reel. The lower one extends the size of the reel to better support the wire. The upper one floats on top of the coil to keep loops of wire from flipping off the top. This is probably not needed, but I had a bad experience early on with a coil that turned into a rat’s nest. A thin plywood disc can be fastened to the top after the wire is in place..
A closeup showing the coil sandwiched between the plastic discs. It’s important to keep track of the end of the wire so it doesn’t cross under some of the other loops. I always put the tag back on so the end doesn’t get lost.
Spools also need support to make it easy to take wire off for stringing up the loom or when sewing a mould.
This works well too. The end of a long bolt is clamped in the tail vise of the bench.
The vernier caliper makes it easy to identify sizes of laid wire. The micrometer is used to measure chain wire since differences in size can be less than a thousandth of an inch.
How Tightly can Chain Wires be Twisted?
A number of factors are in play here. How soft is the wire? How large is the wire? How heavy are the weights at the bottom of the wires? Another important consideration is the angle that the wires are splayed as they are twisted by the spindles.
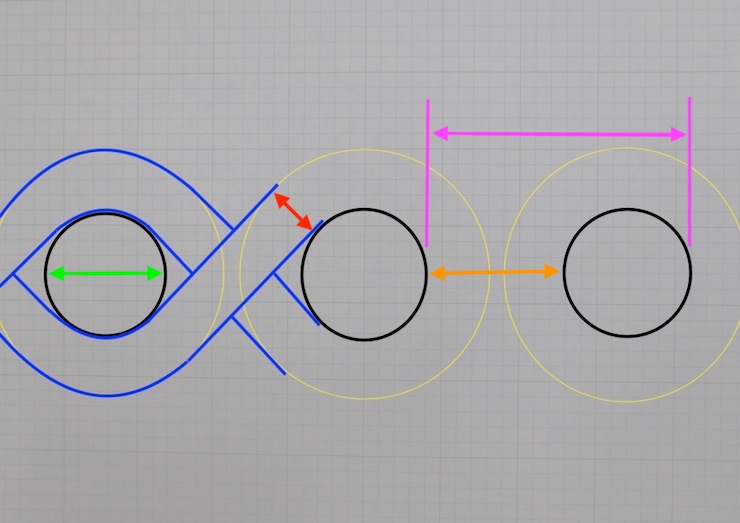
This cross-section schematic is drawn to scale to compare the two angles of splay used in this loom. The red lines represent the chain wires. The black V-shapes show the inner surfaces of the wire trough that supports laid wires (one at a time) while the chains are twisted around them. The tightest twists can be made using flat-topped spindles, one of which is outlined on the left in light green. In the drawing you can see that these wires are splayed widely by the holes in the spindle. More relaxed twists are made using spindles with recessed tops, like the one on the right (outlined in turquoise). The recessed area effectively changes the height of the spindle so the wires are splayed less widely. Every spindle has both a flat end and a recessed end, either of which can be placed upright.
Here pink lines have been added to show what happens to the (previously red) wires when they are twisted around a laid wire. The flat topped spindles are used for laid facings; the recessed ones are better for making widely spaced backing wire.
When a laid wire is placed in the wire trough it rests a little less than 9/16″ above the top surface of the spindle rack.
The spindles stick up above the spindle rack exactly 3/8″. After the wire trough is screwed down, covering the spindles, the distance between the top of the spindle and the laid wire ends up a little less than 3/16″. If the spindles are inverted the distance from the top of the recessed area (1/8″ lower) to the laid wire ends up at about 5/16″. The 1/16″ diameter holes are drilled 7/16″ apart. The two angles of wire splay created by these dimensions work well, each for a specific purpose.
Testing Wire on the Loom
Determining how tightly two specific diameters of wire can be combined.
It is helpful to know the tightest spacing possible for different combinations of wire. This lets you choose among spacings that are sure to work and to more accurately predict the results when testing a different combination for the first time.
A Wire Test with Notes
You only have to do this once for each wire combination.
A relatively loose spacing is chosen for the first section of the test. After an inch or so has been made the counting wheel is changed and a slightly tighter spacing is created for the next section. Counting wheels are changed and increasingly tighter test sections made until the wire starts to bulge when it is lowered. When this happens it means that the limit of this combination of laid and chain wire has been reached.
Test for the wire shown above:
Wire Combination:.0254″ laid wire/ .0118″ chain wire / tight twist spindles (flat on top)
20 wires were added in each section.
Spacing is in wires per inch.
spacing
pins x clicks
percentage space/wire
notes
18.20
7 x 5
54%/46%
worked well
18.35
24 x 17
53.4%/46.6%
worked well
18.42
17 x 12
53.3%/46.7%
worked well
18.47
27 x 19
53.1%/46.9%
worked well
18.57
10 x 7
52.8%/47.2%
started sagging but tightened up with twist
18.69
23 x 16
52.6%/47.4%
same as above
18.78
13 x 9
52.3%/47.7%
this one sagged noticeably after twist
Conclusions from the test: It is safe to use this combination of wires with the first four spacings (and any of the looser ones before them if you wish). The next two intervals are iffy and the last one won’t work. If you want to use .0254″ laid wires for any of the last three intervals try the next smaller chain wire, (.0113″ in my case). This should do the trick and isn’t much of a change; the wire is only five ten-thousandths of an inch smaller in diameter.
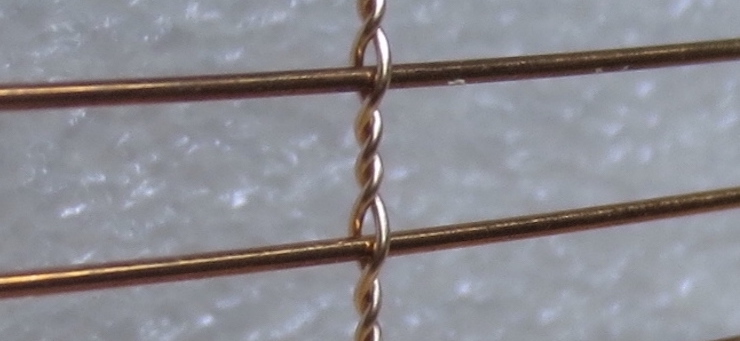
When the spacing is too tight the web of wire will increase faster than the space in the loom does. That’s why the wire begins to bulge. In this photo the splayed chain wires are sitting down hard on the newest laid wire (lying at the bottom of the trough), forcing it to support the wire and all of the 1 lb. weights below. If the loom is working properly the wire and weights should be supported by the steel lift rod alone. The loom can only regulate the spacing if there’s a little bit of slack between the chain wires and each new laid wire. Some slack is needed to allow the wires to conform to the spacing being set by the loom. The section below may explain this a little better.
Start the Wires a Little Loose
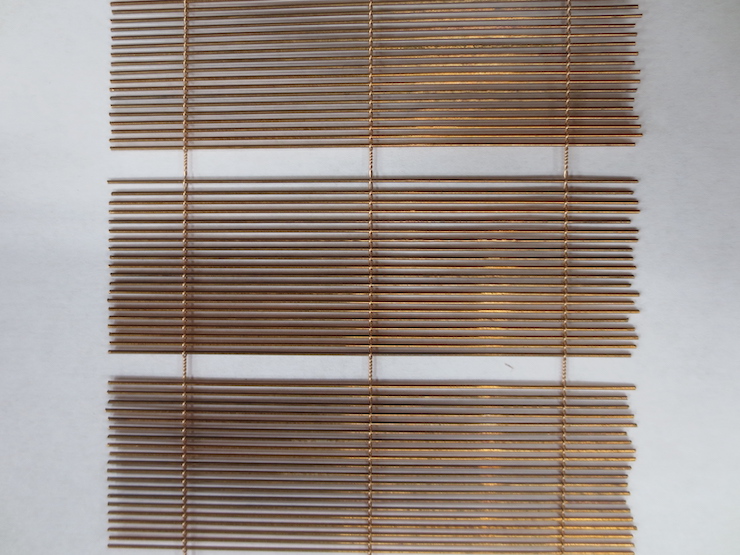
The first laid wire of a facing is left loose on purpose This works just fine and is better than starting too tight. The chain and laid wires will even out within a wire or two and the spacing will be regular from then on.
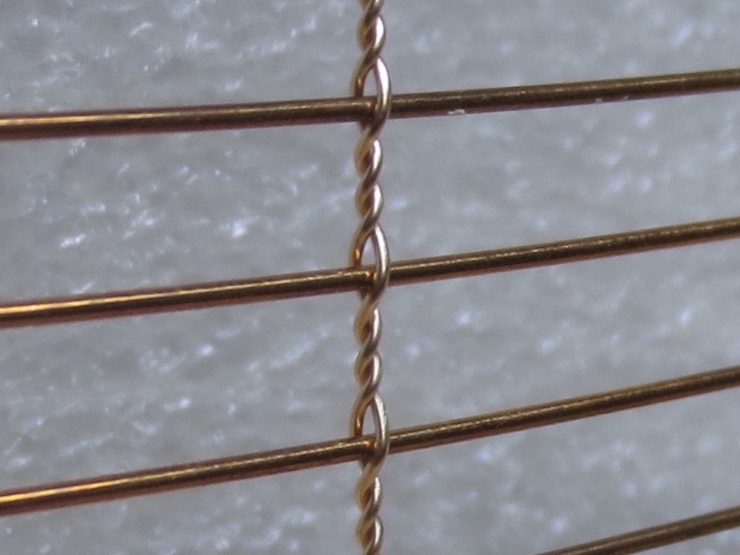
You can see this clearly at the top of the middle section. It’s not as obvious in the bottom section.
It doesn’t matter exactly how loose the wire starts, it just needs to be a little loose. Notice that the chain and laid wires immediately settle into the spacing dictated by the indexing mechanism of the loom. One or two loose wires don’t matter anyway because a few extra wires are pulled out while fitting the facing to the mould.
Wire Weights
The weights should hold the wires taut without being so heavy that they stretch the wire. They should all weigh the same amount. And theoretically they should be just heavy enough to work well with the heaviest chain wire that will be used. I have used 1 lb. weights for many years but can no longer remember what happened when other sizes were used. It is possible that these weights could be a little lighter since now they are only used with annealed chain wire. I was working with 1/4 hard chain wire and this may have influenced the decision to use 1 lb. as a suitable weight.
Mould facings vary in how closely the laid wires are packed together. What is perhaps an average proportion is represented above with the spaces being a little wider than the wires. A 53%/47% split is shown between the size of the openings (spaces) and the size of the laid wires. Chain wires tend to be roughly half the diameter of the laid wires. The green arrow shows the laid wire diameter and the red arrow the chain wire diameter. The pink arrow shows the dimension of one wire + one space. This is the laid wire spacing. This is described in wires per inch in these posts. The orange arrow shows the openspace between laid wires.
Some Traditional Configurations?
Below are some wire sizes used for Amies moulds taken from a copy of a chart that was given to me. The original listed British Standard wire sizes. The sizes are shown here in decimal inches. I added the percentages in the right-hand column to help compare and understand the relative proportions of the various facings. These fourteen patterns were excerpted from a wider range of from 11 wires per inch to 46 wires per inch.
I don’t understand what the extremely coarse and extremely fine laid facings would have been used for. An 11 wire per inch facing would have had .040″ laid wires and .018″ chain wires. The extremely fine and delicate 46 wire per inch facing would have been made of .0108″ laid wires and .006″ chain wires. Were these ever made?
Facings
Below: Amies laid facing patterns from 17 to 30 wires per inch:
Laid Wires per inch
Laid Wire Diameter
Twist/Chain Wire Diameter
Space : Wire
17
.028″
.0136″
53% : 47%
18
.028″
.0124″
50% : 50%
19
.024″
.0124″
55% : 45%
20
.024″
.0116″
52% : 48%
21
.022″
.0116″
54% : 46%
22
.020″
.0116″
56% : 44%
23
.020″
.0108″
53% : 47%
24
.020″
.0100″
52% : 48%
25
.018″
.0092″
55% : 45%
26
.018″
.0092″
53% : 47%
27
.0164″
.0092″
57% : 43%
28
.015″
.0084″
58% : 42%
29
.0136″
.008″
61% : 39%
30
.0136″
.008″
59% : 41%.
For the range of facings shown above 7 sizes of laid wire would be needed. And 7 sizes of chain wire also. The laid wires progress in size in roughly .002″ increments and the chain wire in a little less than .001″. The percentages show a range of variation in the proportion of the wire structure from 50:50 to 61:39.
I’ve been working with these figures, using them as benchmarks to increase my understanding of what can work. I can’t say if these are representative of other European paper mould making traditions and makers.
Backings
These two configurations of Amies backing wire were listed:
Wires per inch
Laid Wire Diameter
Chain Wire Diameter
6.34 Wove Backing
.028″
.0149″
5.34 Laid Backing
.022″
.0124″
My Career in Wire
For several decades making moulds I used only a few sizes of wire, all CA510 phosphor bronze. Laid wires were .0254″ diameter (22 gauge), .0226″ (23 gauge) and .0201″ (24 gauge). I have recently added .0183″, .0158″ and .0144″ laid wire stock to expand my range (largely as result of receiving the information above). For years my shop had only four sizes of chain wire; .008″, .010″, .013″ and .015″. I have recently added three more sizes between .010″ and .013″.
My stock of soft (annealed) wire
Five sizes I’ve used for years plus three new ones:
Uses
Diameter ordered
Tolerances
Actual size received
Sewing watermark profiles
.005″
.0050″
Chain wire for facings Sewing wire for wove facing Sewing wire for fine laid moulds
.008″
.0080″
Chain wire for facings Sewing wire for laid moulds
.010″
.0102″
Chain wire for facings (new)
.0108″
+/- .0003″
.0106″
Chain wire for facings (new)
.0115″
+/- .0003″
.0113″
Chain wire for facings (new)
.0121″
+/- .0003″
.0118″
Chain wire for wove backing Sewing wire for wove backing
.013″
.0130″
Chain wire for laid backing
.015″
.0150″
The actual sizes were determined with a micrometer. The three new sizes were intended to evenly fill a ‘wide’ gap between .010″ and .013″. This was a little tricky when taking into account the tolerances (+/-.0003″) that were offered by the supplier. In a worst case scenario by ordering a spool each of .0108″ and .0115″ wire I might have received one spool of .0111″ (.0108″ plus ‘three tenths’) and one spool of .0112″ (.0115″ minus ‘three tenths’). Having two sizes only one ten thousandth of an inch apart wouldn’t have helped much! In the end it worked out pretty well but with a wider gap than wished for between the .0118″ and .0130″ sizes. Adding .009″ wire would fill another gap but it likely wouldn’t get much use.
My stock of tempered wire
Wire temper will be covered in the next post.
Gauge (AWG)
Actual size
Temper
Close to 27 gauge
.0144″
3/4 hard
Close to 26 gauge
.0158″
3/4 hard
Close to 25 gauge
.0183″
3/4 hard
24 gauge
.0201″
3/4 hard
23 gauge
.0226″
1/2 hard
22 gauge
.0254″
Spring
It is possible to purchase tempered wire pre-straightened. I used pre-straightened wire exclusively for decades. One difficulty is ordering the right lengths to avoid excessive waste (you must plan carefully to avoid too-short leftover pieces). It can be expensive to ship long pieces.
Some facings and backings I’ve made
wires per inch
laid wire
chain wire
counting wheel
‘clicks’
arithmetic*
1
18.57
.0254″
.010″ (1/4 hard)*
10 pins
7
10 x 13 = 130 130/7 = 18.57
2
20.8
.0254″
.010″
8 pins
5
8 x 13 = 104 104/5 = 20.8
3
21.67
.0254″
.010″
5 pins
3
5 x 13 = 65 65/3 = 21.67
4
7.8 backing (wove)
.0254″
.013″
3 pins
5
3 x 13 = 39 39/5 = 7.8
5
5.78 backing (laid)
.0254″
.015″
4 pins
9
4 x 13 = 52 52/9 = 5.78
6
20.8
.0226″
.0113″
8 pins
5
8 x 13 = 104 104/5 = 20.8
7
21.67
.0226″
.010″
5 pins
3
5 x 13 = 65
8
26
.0226″
.008″
2 pins)
1
13 x 2 = 26
9
21.67
.0201″
.0113″
5 pins
3
5 x 13 = 65 65/3 = 21.67
10
22
.0201″
.0113″
22
13
22 x 13 = 286 286/13 = 22
11
25
.0183″
.0106″
25
13
25 x 13 = 325 325/13 = 25
12
27
.0158″
.0106″
27
13
27 x 13 = 351 351/13 = 27
13
29.9
.0144″
.0102″
23
10
23 x 13 = 299 299/10 = 29.9
*The reason that 13 is used in every calculation is that the lead screws have 13 threads per inch. Thus, if you turned the crank (and the two linked lead screws) one full turn each time you add one laid wire you would create a spacing of 13 wires per inch. (It would take thirteen 360 degree, full-turn adjustments to lower the twisting mechanism one inch). Turning the crank 1/2 turn would double the number of adjustments per inch thus yielding 26 wires per inch. Using counting wheels (with different ratios of pins to ‘clicks’) to turn the crank fractionally yields many in-between spacings. 88 of these are listed at the end of the post.
Notes on the above:
#1: About 90% of the moulds I sold used this spacing and combination of wires. I no longer use 1/4 hard wire for this 18.57 wire per inch facing. I use .0118″ diameter soft wire for the chain wire. This wire is only .0016″ larger diameter but about 33 % stronger than .0102″. The chain wires are the most delicate part of a paper mould so this is welcome.
#2 and #3: The laid wires start to get a little tight here compared to the Amies patterns. Facing #2 is about 47%/53% with the spaces less than the width of the wire. Facing #3 is even tighter with a 45%/55% split. In retrospect these facings seem heavier than necessary with undersized chain wires.
#4: This the backing wire configuration used for all of my wove moulds based on a wove mould examined early on. This is a finer spacing than the Amies pattern.
#5: Both of these backings have three half-twists between laid wires. This chain wire (.015″) is the heaviest used so far with this loom.
#6: Note that the same spacing was used with #2 above. But in this case the more widely spaced laid wires would be slightly lighter weight with stronger chain wires. Facing #6 roughly mimics the 21 wire Amies facing.
#7: This spacing works well with the new .0113″ chain wire which I think is better than the .010″ shown.
#8: I sold some moulds with this wire combination. Now I think the .008″ chain wire is pretty delicate and best avoided. This spacing could use .0183″ laid wires with .0102″ chain wires to be closer to the Amies pattern. These wires are tightly packed. They worked though.
#9: Notice that this is the third use of this laid wire spacing. It is the closest to the 22 wire Amies pattern and I think the best of the three. The laid wires are less densely packed and have heavier (stronger) chain wires.
#10 and #11: I was recently asked to make two very large facings based on the Amies patterns for 22 wires per inch and 25 wires per inch. Both worked very well with this loom.
Conclusion: I wish I had known about the Amies patterns early on. I would have spread the laid wires a little wider and used heavier chain wires. I didn’t have as much information as I should have had. On another note, it might have been helpful to work closely with papermakers to learn more about the relationship between wire (sizes and spacing) and the formation and ‘look’ of paper made on them. (As mould makers at Amies presumably did). Alas, most of my business was conducted from afar and this was not practical.
A Ridiculous Number of Possible Spacings between 15 and 32 Wires Per Inch.
Why is This Important? Only a few of these are likely to be used by any one mould maker but all are potentially useful. If you are trying for a certain spacing using only the various diameters of wire that you already own, having the ability to adjust the spacing by minute amounts can be very useful. One of these spacings could turn out to be ‘just the thing’ to work well with the characteristics of the wire at hand.
wires per inch (pins x clicks)
wires per inch (pins x clicks
wires per inch (pins x clicks
wires per inch (pins times clicks)
15.00: (15 x 13)
18.20: (7 x 5)
21.27: (18 x 11)
25.07: (27 x 14)
15.17: (7 x 6)
18.35: (24 x 17)
21.36: (23 x 14)
26.00: (1/2 turn)
15.60: (6 x 5)
18.42: (17 x 12)
21.67: (5 x 3)
27.00: (27 x 13)
15.74: (23 x 19)
18.47: (27 x 19)
21.94: (27 x 16)
27.08: (25 x 11)
15.89: (11 x 9)
18.57: (10 x 7)
22.00: (22 x 13)
27.44: (19 x 9)
16.00: (16 x 13)
18.69: (23 x 18)
22.10: (17 x 10)
27.63: (17 x 8)
16.06: (21 x 17)
18.78: (13 x 9)
22.29: (12 x 7)
27.86: (15 x 7)
16.42: (24 x 19)
18.91: (16 x 11)
22.45: (19 x 11)
28.17: (13 x 6)
16.47: (19 x 15)
19.00: (19 x 13)
22.75: (7 x 4)
28.36: (24 x 11)
16.61: (23 x 18)
19.06: (22 x15)
23.00: (23 x 13)
28.60: (11 x5)
16.71: (23 x 18)
19.12: (25 x 17)
23.11: (16 x 9)
28.89: (20 x 9)
16.90: (13 x 10)
19.50: (3 x 2)
23.21: (25 x 14)
29.25: (9 x 4)
17.00: (17 x 13)
19.93: (23 x 15)
23.40: (9 x 5)
29.55: (25 x 11)
17.11: (25 x 14)
20.00: (20 x 13)
23.64: (20 x 11)
29.71: (16 x 7)
17.33: (4 x 3)
20.09: (17 x 11)
23.83: (11 x 6)
29.90: (23 x 10)
17.55: (27 x 20)
20.22: (14 x9)
24.00: (24 x 13)
30.33: (7 x 3)
17.59: (23 x 17)
20.31: (25 x 16)
24.14: (13 x 7)
30.88: (19 x 8)
17.64: (19 x 14)
20.43: (11 x 7)
24.38: (15 x 8)
31.57: (17 x 7)
17.73: (15 x 11)
20.58: (19 x 12)
24.56: (17 x 9)
31.78: (22 x 9)
17.88: (11 x8)
20.65: (27 x 17)
24.70: (19 x 10)
31.91: (27 x 11)
18.00: (18 x 13)
20.80: (8 x 5)
24.82: (21 x 11)
18.06: (25 x 18)
21.00: (21 x 13)
24.92: (23 x 12)
(next column)
21.13: (13 x 8)
25.00: (25 x 13)
The table above is based on a set of 12 double-sided counting wheels. The smallest number of pins (around the circumference of a wheel) is 3; the largest number is 27. The 26 pin wheel is left out because it turns out to have little value. (A 26 wire per inch spacing can be made simply by turning the crank 1/2 turn for each laid wire added.) Otherwise the set is complete with all numbers from 3 to 27 included.
The larger structures and functions of this loom have been described in the last six posts. Some small but essential parts have not received much attention and these are more fully explained here.
Spindles and Spindle Drive Weights
Spindles
A spindle is required for each pair of chain wires so a lot of them are needed to produce a large facing. The most tightly spaced spindle rack has spaces for 43 spindles, that’s the most that could ever be needed for this loom.
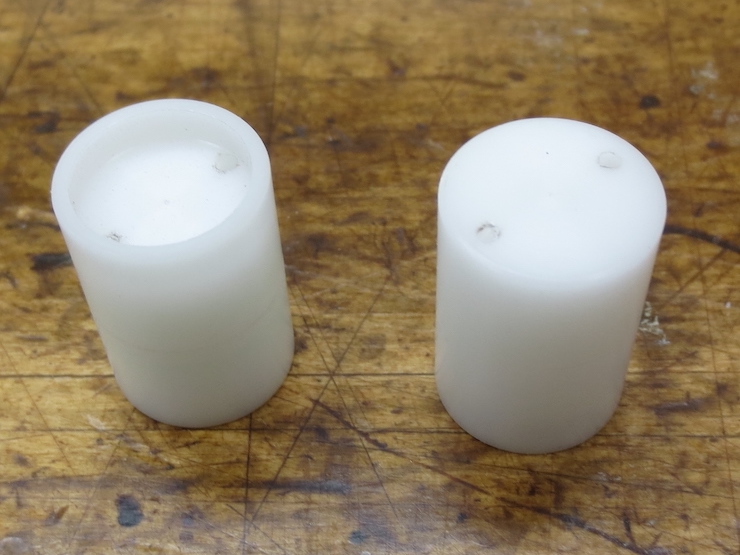
The spindles are made of 5/8″ diameter acetal plastic rod. They are 7/8″ long.
Each spindle has a flat end and a one that is recessed 1/8″. The spindles are placed with flat ends up when making laid facings. This splays the chain wires at a wide angle to twist the chain wire tightly. The spindles are turned over with recessed ends upward when making backing wire. This causes the wires to be splayed less widely to help create the wider spaces between backing laid wires. This is not strictly necessary but gives a better looking result with the twists being more even.
Above, the twists are more symmetrical if the recessed spindles are used. (Laid backing made with .0254″ laid wires and .0150″ chain wires.)
Here with the spindles’ flat side up the twists are tighter and the twisting less symmetrical. The ‘eyes’ are larger and don’t grip the laid wire as tightly.
The holes for the wire are 1/16″ diameter and are spaced 7/16″ on center.
Spindle Drive Weights
A drive weight is needed for every spindle so a lot of these are needed too.
The ones that are used weigh 2.2 ounces. The next smaller size (1.75 ounce) didn’t work well.
All of the drive weights have a length of braided fishing line attached. The 14″ length used here isn’t critical but all should be the same so the weights will line up evenly along the front of the loom. Each knot is fixed with a drop of cyanoacrylate glue. As shown in this photo the free end is tied to a cotter pin. The pins are altered a bit; they’re clipped short and the eyelets smashed shut with vise grip pliers so they don’t stick out as far when inserted into the attachment holes in the cord reel.
The cotter pins start out like this. Plain wire can work but the half round wire of cotter pins is ideal.
This fishing line works well. The cord should be flexible and soft so it can flatten to grip the sides of the spindles.
Wire Spacers, Wire Slides and Weights
Below the spindles and drive weights are the wire spacers, wire slides and wire weights. The foam board wire spacers hold the wires apart to prevent them from twisting around each other. The wooden wire slides also have this function but are made for their lengths to be adjustable. A couple of inches of free, bare wire needs to be maintained just below the twisting mechanism. The adjustable wire slides make it possible to keep this space from being too big or too small as the wire spacers are removed a row at a time. The bottom bars of the slides also serve as attachment points between the chain wires and the weights.
Wire Spacers
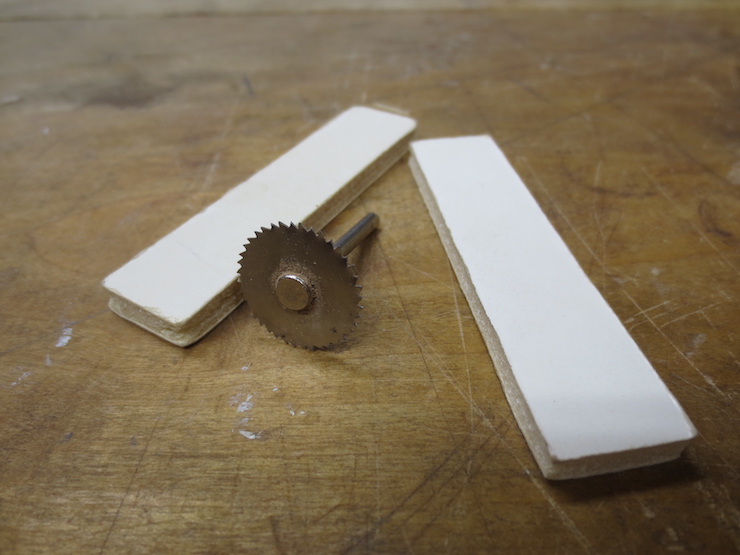
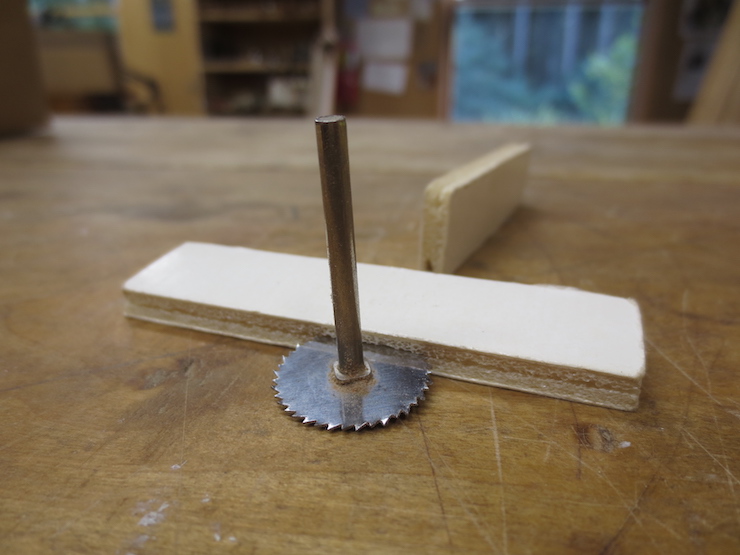
These are just pieces of foam board, 3/4″ wide and 3″ long.
This little saw was chucked into a drill press and a fence was clamped to the table to cut slots into the sides of the spacers. The slots are just deep enough to match the spacing of the holes in the spindles, 7/16″.
Hundreds of these are needed, as many as a dozen for each pair of chain wires for the very largest facings. If you don’t accidentally step on them they last a long time. I made a box of these 40 years ago and haven’t needed to make more since.
Wire Slides
This photo shows the adjustable function of the wire slides. The wire slides also serve to attach the chain wires to the weights. The ends of the chain wire are twisted together below the lower cross piece next to the little screw eyes.
The small holes are spaced a little closer than the holes in the spindles (a little less than 3/8″ apart). This way when the top bar of the slide is pushed up against a foam board spacer a slight binding action is created. This helps hold the two parts in place on the wires.
The 1/8″ diameter dowels are glued into the upper part of the slide. These wire slides also need to be made in quantity; one for each spindle.
The slides are 4″ long and 7/8″ wide and can adjust about 3″. The length of the crossbars limits the minimum chain spacing for this loom to just over 7/8″; any closer and the parts would bump into each other as they turn. A 15/16″ chain wire spacing can be made with no problems. Making anything smaller would require some research and a whole new set of parts; smaller spindles, spacers and slides.
Wire Weights
The weights attach to the slides like this. The cord attached to the weight should be long enough that the dowels can’t reach the weight when the slide is fully closed.
These weights are 3/4″ diameter steel rods 8″ long. They hold the chain wires under tension as they are twisted into place. These one pound weights work well for all sizes of wire from .008″ to .015″.
The weights need to hang from cords so they can spin freely. When the spindles turn the motion is carried down the wires to the weights. These develop momentum (like flywheels) so they turn a little too far before starting to spin back. While a facing is being made the weights continuously oscillate at the bottom ends of the wires. The length of flexible cord mostly isolates this action to the weights so it doesn’t interfere with the wire twisting action happening above.
Unfortunately these weights turned out to be slightly magnetic. Sometimes it is necessary to slide a little piece of hose over a weight to keep it from sticking to the one next to it.
Most of this information is good for understanding the way this loom works. But you should look at posts #63 and #64 for recent improvements in the loom design which make many things here obsolete.
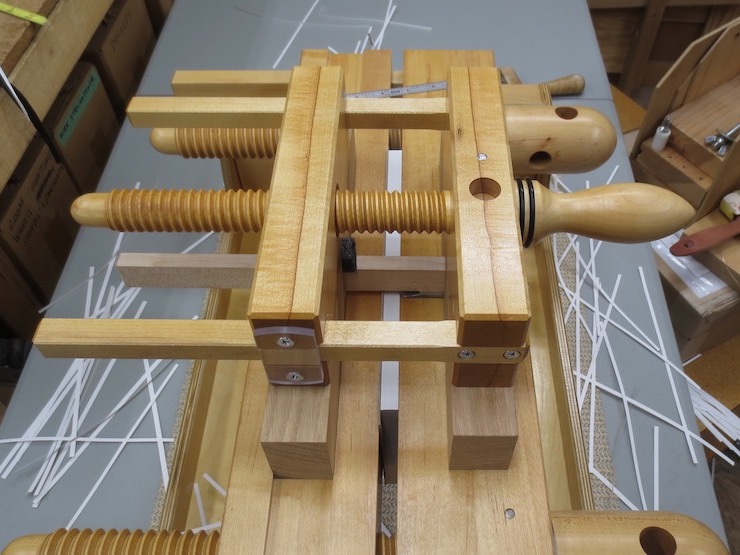
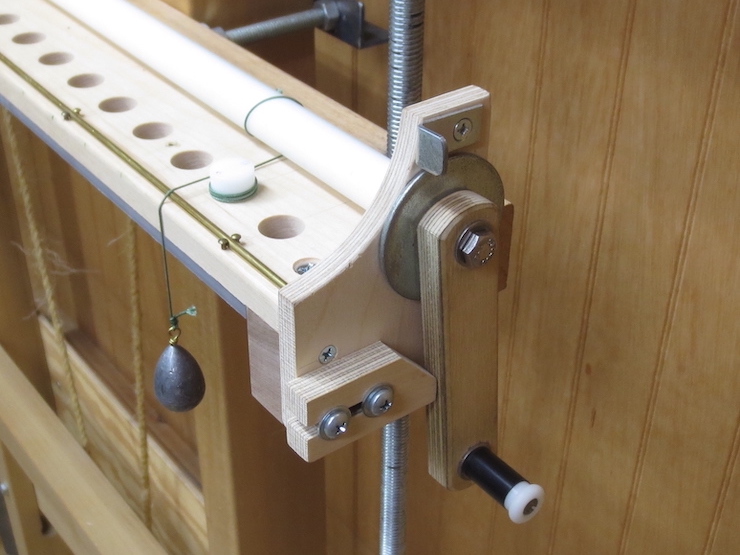
This is a self contained mechanism that is fastened to the front of the traveling beam of the loom. The spindle rack is the base of the twisting mechanism; all the other parts are attached to it. It is made from a single piece of wood, as long as the longest laid wire. It has 5/8″ holes bored through it at regular intervals to hold the spindles. A cord reel passes from end to end. It is attached by end plates to the spindle rack. A crank is affixed to the right-hand end. The crank’s back and forth rotation is limited to about 180 degrees, between the fixed stop and the adjustable stop. This hand powered crank supplies the effort to turn as many spindles as are required to make any size facing or backing. A drive weight and cord are hooked up for each spindle used. The back end of each cord is fixed in the cord reel and the front is tied to a 2.2 oz. lead weight. Each cord wraps three times around a spindle to turn it by friction. When the crank is rotated back and up it ‘reels in’ the cords causing all of the weighted spindles to turn clock-wise simultaneously. This allows all of the chain wires to be twisted at the same time. This simple cord/spindle mechanism has a couple of important qualities that I will attempt to describe in the following text, photos and videos.
Spindles are normally placed in the center of the spindle rack when a wire facing is being made. For these photos a single spindle has been hooked up near the crank so most of the working parts can be shown together. The wire trough has been removed to reveal the spindle, weight and cord.
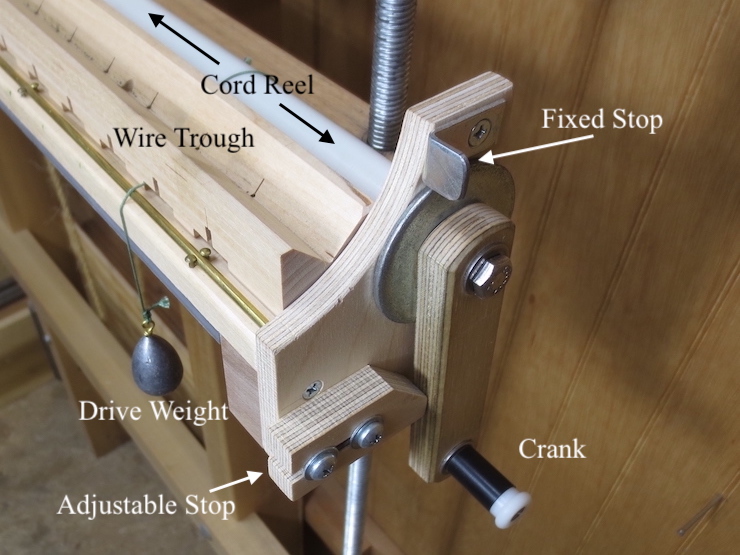
Some of the parts are identified here.
The left hand end of the mechanism showing the plywood end plate, and a washer, cap and machine screw that hold this end of the cord reel in place.
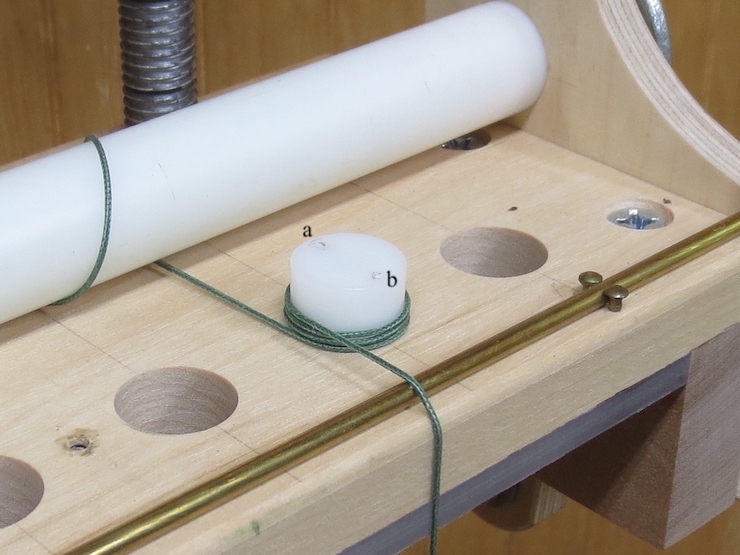
A spindle is rigged by wrapping a cord three times around it. The 1/8″ brass rod at the front of the spindle rack holds the front of the cord up to keep the loops from crossing over each other.
Understanding How it Works
The crank is limited to turn (back and forth) about 180 degrees. The reel is a larger diameter than the spindles so the spindles end up turning a little MORE than 180 degrees. This is important and will be explained later. As you can see above when the spindles have no load on them they will simply turn back and forth with the crank.
A repeat of the first video showing an unloaded spindle turning back and forth.
I am placing gentle pressure on the side of the spindle with my finger. Under load the spindles turn clock-wise and do not ‘back up’. This is the first ‘beauty’ of this simple mechanism; a simple back-and forth motion of a crank can be converted to a ‘one way’ rotation of the spindles. This allows wires to be twisted in one direction to form chain wires. But if you look closely you can see that the spindles gain a few degrees with each rotation of the crank.
These extra few degrees of rotation are intentional and the stops of the crank are set to provide it. This video attempts to show the constant ‘re-calibration’ of all of the spindles (the second beautiful thing about this simple string and weight arrangement) that happens when a facing is being made on the loom. I am using my finger to simulate the stopping action usually provided by the pairs of (as yet untwisted) chain wires being raised (by the treadle and lifting mechanism) to engage the slots in the wire trough. (If the trough were in place you wouldn’t be able to see anything. ) My finger is allowing the holes in the spindle to re-align each time the crank is released, clumsily simulating the regulating action that is normally provided by the lift mechanism.
Repeating Cycle of Twisting Mechanism Only (other actions of the loom not included here)
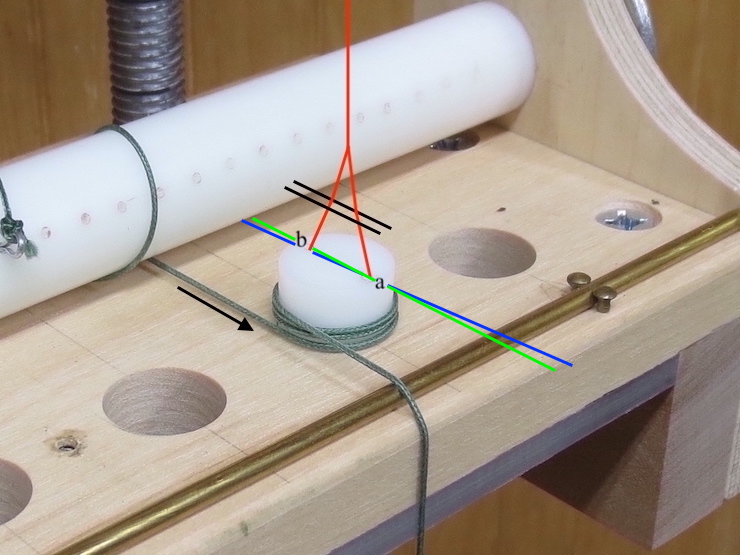
(1) At Rest
The crank is ‘parked’ against the lower stop and the weight has dropped as far as the cord will allow; the resting position for the entire mechanism. The pair of spindle holes are oriented front and back with hole “a” in back.
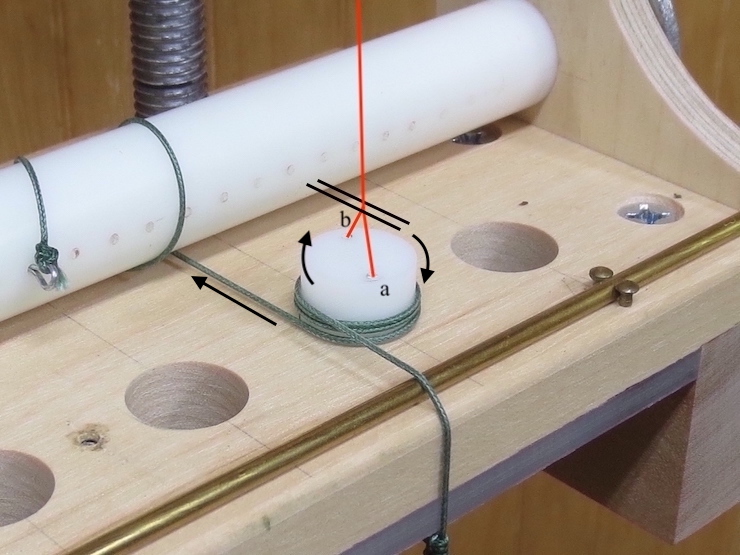
(2) Crank Reels In
The crank has been rotated up to the fixed stop (and held there), reeling in the cord and causing the spindle to rotate a little more than 1/2 turn. Hole “a” has moved around to the front. The holes are not aligned directly front to back, having rotated past the center line. I’ve added imaginary chain wire here (red) and an imaginary wire trough slot whose sides are described with the parallel black lines.
(3) Chain Wire Lifted into Slot
The crank is still being held against the upper stop so the rotation of the spindles continues to be ‘frozen’. However the loom treadle has been stepped on, lifting the upside down “Y” up, engaging the splayed wires in the ‘slot’. The wires are bent sideways a little by the edges of the slot because the holes aren’t directly below. The blue line shows how far ahead the spindle has turned compared to the green line which is drawn straight across.
(4) Crank Returned to Lower Stop, Spindles Re-Calibrated
The operator’s foot remains on the treadle holding the wires up so they are still engaged in the slot. The crank is on its way back down to the lower stop thus unreeling the weighted cord. This causes the spindle to reverse by a limited amount. At a certain point the engaged wires prevent the spindle from turning further and the cord begins to slip. By the time the crank has been released completely to rest against the lower stop the spindle has re-calibrated (a tiny bit behind the center line which is OK). Each time this cycle is repeated all of the many spindles in use will automatically re-align. That way spindles don’t get behind or ahead and all are always ready for the next twist.
Two laid wires are being added here. One is already in place. If you watch the white wire spacers behind the weights you can see them reverse a little just as the weights drop down. This shows the spindles re-aligning.
Note: Parts of this post may have been rendered obsolete. See Post #63.
Examining the parts as they are put together may be one way to understand its workings.
I don’t usually assemble the parts on the loom as I will do for this post. Normally the various spindle racks (a different one is needed for every chain spacing) are pre-assembled except for certain parts that they all share. For instance there is only one cord reel and crank needed for this loom. There are enough spindles and drive weights to make the largest possible facing. When a facing or backing is made only the number of these actually needed are attached.
Spindle Rack
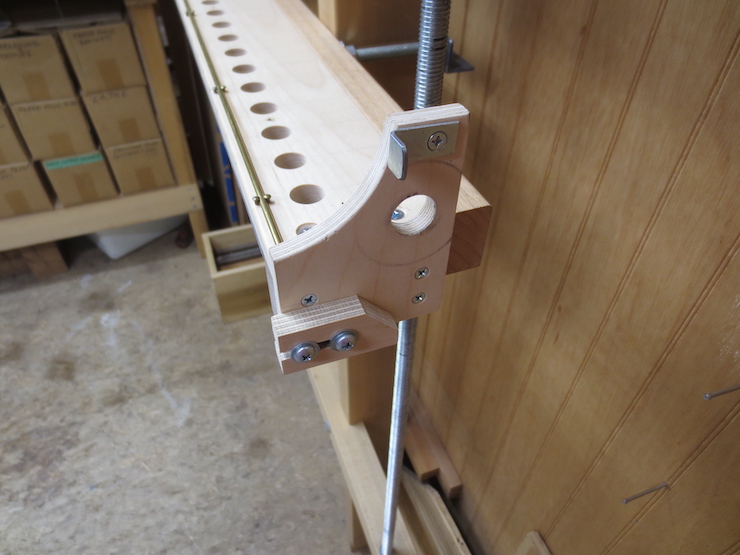
This spindle rack started out as a long piece of yellow birch with a simple rectangular cross-section (3″ wide by 1-1/8″ thick). These pieces should be the same length as the frame cross-pieces and the traveling beam, 42″ in this case. After the large spindle holes were bored two cuts were made on the table-saw to create the shape shown here. The thick back side provides support when screwed to the traveling beam; the front side is narrowed to 1/2″. This is the amount that the (7/8″ tall) spindles are set down into the rack.
A strip of polycarbonate screwed to the bottom prevents the spindles from dropping through the holes and provides a slippery surface for them to turn on. These holes were bored with a 5/8″ forstner bit and the spindles had to be turned down a bit on a lathe to turn freely. A simpler method is described at the end of the post.
The strip overlaps the hole just enough to support the spindles without blocking the small holes through which the chain wire will pass.
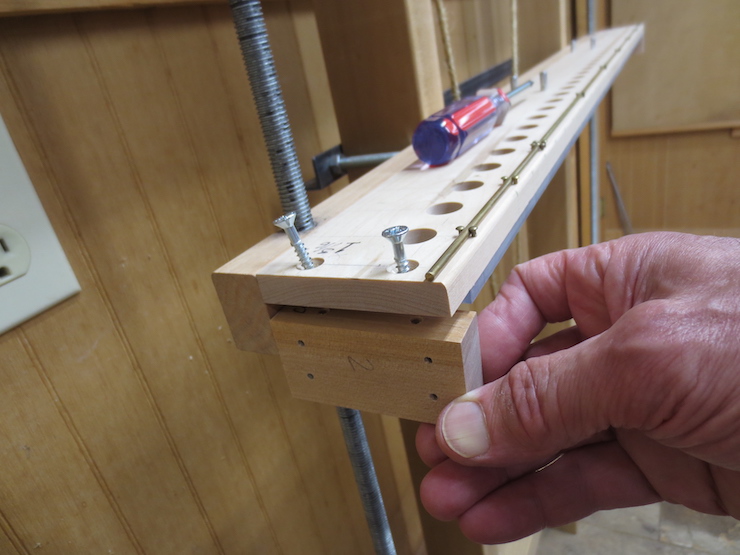
The partially completed spindle rack can now be fastened to the loom; specifically to the traveling beam of the indexing mechanism. The dark colored spot is one of five acetal ‘plugs’ sunk into holes. They are cross-drilled and tapped to receive the threads of the machine screws. Two of the five machine screws are visible here.
The rack has been attached at the center only.
All five of the machine screws have been tightened to firmly attach the spindle rack to the traveling beam. Wood screws could also be used but would be difficult to drive from behind.
A view from beneath.
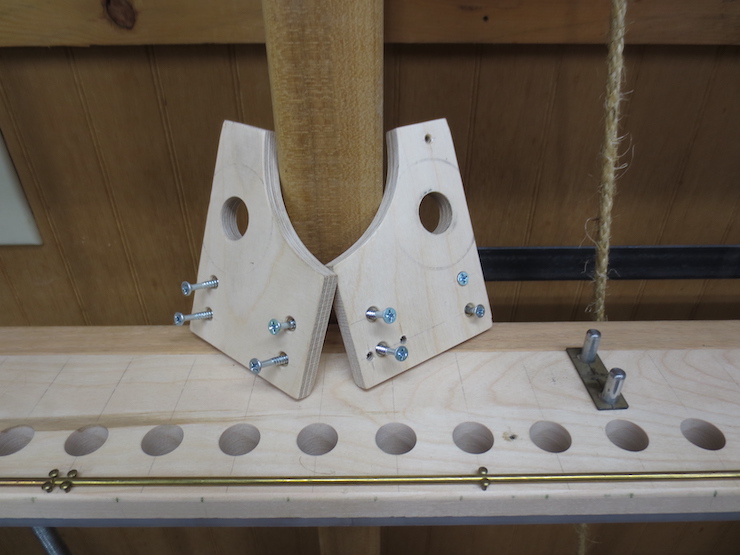
End Plates
These blocks are screwed in place; one at each end.
They provide a way to fasten the end plates in place.
The end plates are mirrors of each other.
The right-hand end plate has a few extra holes for attaching the two stops.
These limit the motion of the crank to about 180 degrees (back and forth only). The top one is fixed and the bottom one is adjustable.
Cord Reel and Crank
The cord reel is made of 3/4″ diameter acetal rod. A line of holes has been drilled into it for nearly its full length. The spacing of the holes isn’t too important. (about 1/4″ is good).
At one end a crank is attached by a machine screw in a threaded hole. The square shank and mortise allow the crank to be re-positioned. This makes it possible to correct the orientation of the reel after attaching the cords and drive weights.
Two pairs of metal posts (located at thirds) keep the reel from being pulled forward when drive weights are attached. The reel needs to be elevated above the top of the rack to provide room for the cords. Plastic shims placed over the posts elevate the reel in the middle. The ends of the reel are already held up by the holes through the end plates.
The cord reel is ready to insert through the big hole in the end plate. A large washer keeps the crank from rubbing against the end plate.
The reel passes through the left-hand end plate in the same way.
It is held loosely in place by another washer, a plastic cap and a small machine screw.
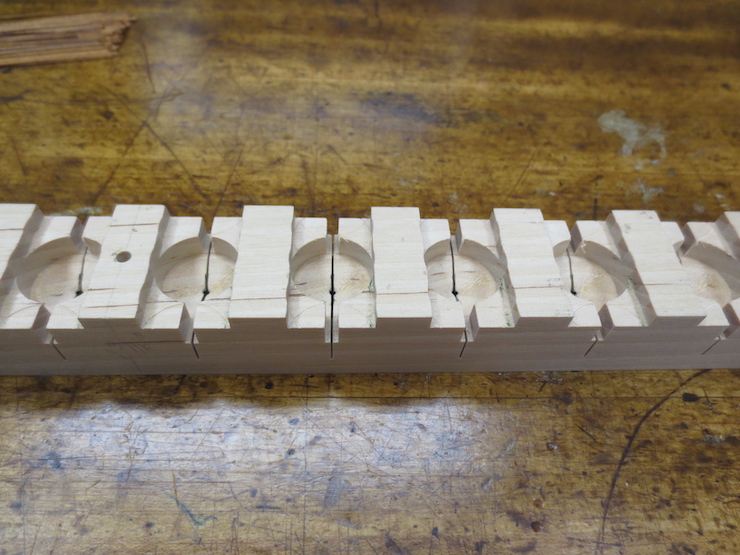
Wire Trough
This is the wire trough which covers the row of spindles. The V shape makes it easy to slide laid wires in (one at a time). The cross-wise slots allow the pairs of chain wire to remain spread out (when lifted) so laid wires can pass between them. The slots also engage the lifted chain wires to prevent the spindles from turning backwards as the crank and reel are reversed.
This design is more complicated than it needs to be and I will show a simpler version at the end of the post. These were made this way to solve a problem; it was possible for the loops of cord that are wound around each spindle to slip up off the top. This happened when a drive weight was accidentally bumped from below. Two changes were made. First, the spindles were lengthened from 3/4″ to 7/8″ so they would stick up farther above the cord loops. Second, the wire trough was shaped to enclose the tops of the spindles and prevent the cord from slipping up that high. Both work very well to prevent these occasional accidents but simply lengthening the spindles may have been enough.
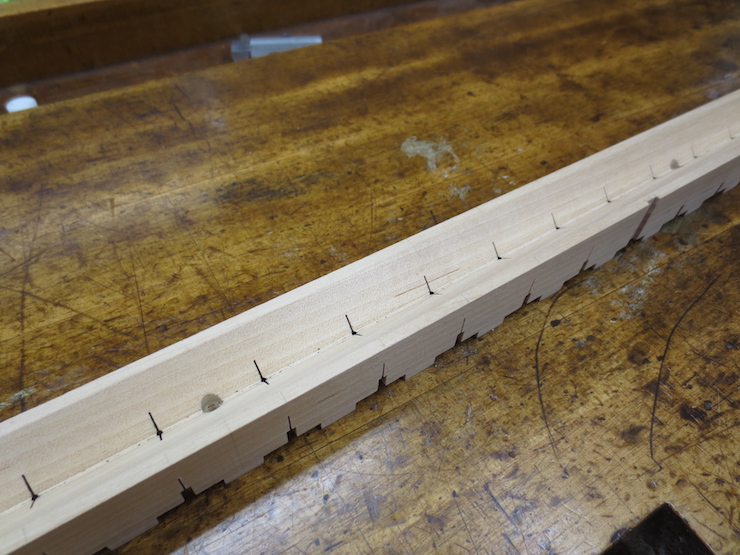
The trough lying on its side. The very narrow saw cuts were made with a Japanese style backsaw held in a cross-cut jig.
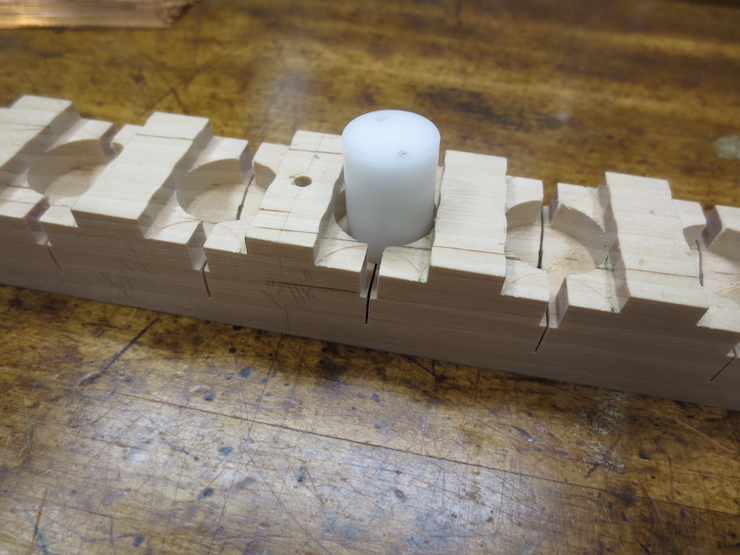
The wire trough is laid upside down to show how the top of the spindle is enclosed to prevent the cord from slipping off the top.
The holes in the cord reel receive these tiny cotter pins to connect the weighted cords to the reel. The cotter pins start out too long and have to be snipped off a bit. The knots at both ends of the cord are fixed with ‘Crazy Glue’. As mentioned the spacing of the holes is not critical, the location of each cord attachment just needs to be fairly close.
The cords are fitted with the holes in the reel pointing straight up. (Just to make it easy to put the cotter pins in). After all of the spindles are hooked up the crank can be loosened and slipped out of its square mortise so that the weights can be reeled in the right amount. (If they hang down too low they get in the way.) After the adjustment is made the socket of the crank is firmly tightened over the square shank of the reel.
The ends of the cotter pins should start at the back and end up in the front when the weights are cranked up fully. This way the pins and knots stay on top as the reel is turned back and forth. The purpose of the 1/8″ brass rod fastened along the front is to elevate the cords at the front of the spindles. This prevents the cord loops from lapping over each other.
This photo provides a good illustration of the problem mentioned a few photos back. If a weight is bumped from below the loops of cord might loosen and slip off the top of the spindle. This was even more likely with the original spindles which stuck up only 2/3 as far as these do. The more elaborate wire trough I now use prevents this from happening.
Chain wire is added with the wire trough elevated. This process is covered more fully in other posts.
When the wire trough is lowered over the spindles and screwed down the assembly is complete. For this post only three chain wires have been used. Normally there would be many more chain wires, spindles and weights.
Older, Simpler Parts
When it came to time to make a second loom I tried to refine the design using everything I had learned over the years. But some of the original features were very functional and easier to make.
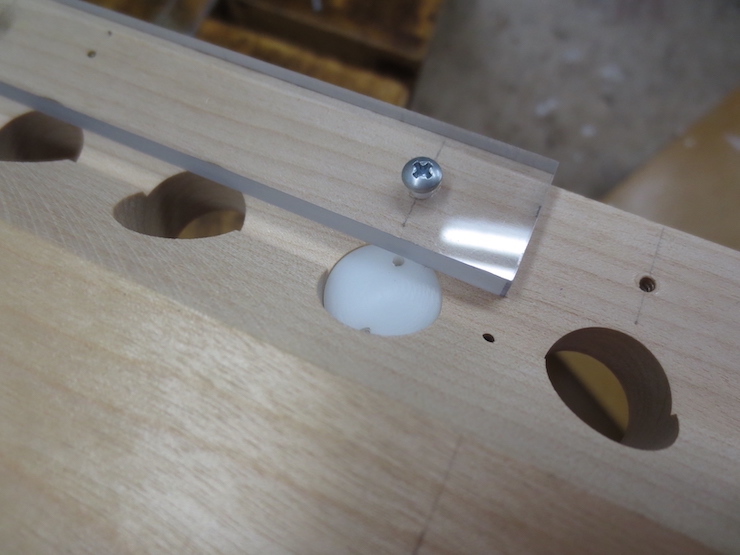
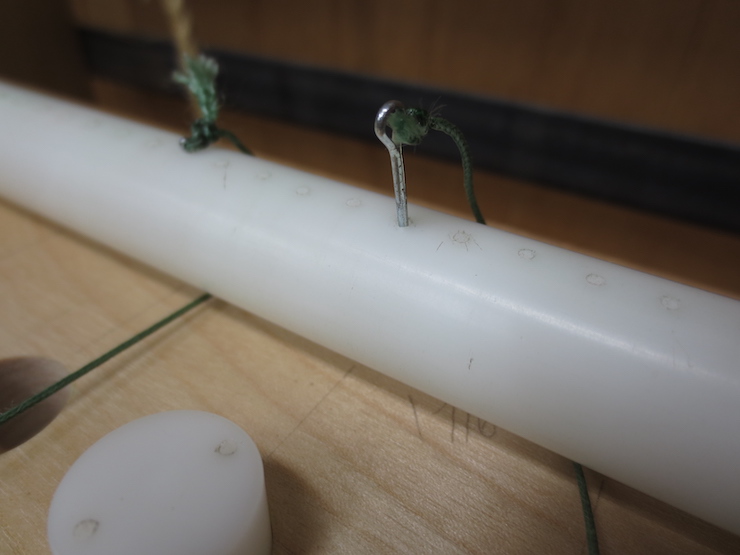
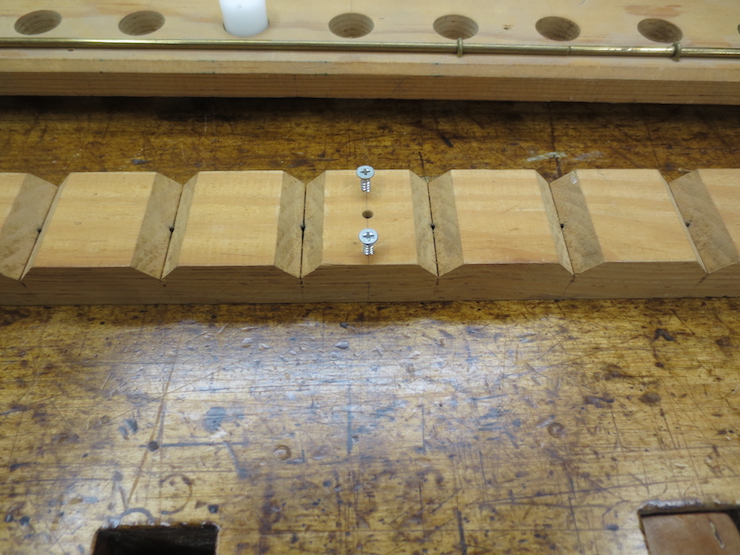
An example of the original wire trough made of pine from a lumberyard.
Pairs of screws work as little ‘jacks’ which are adjusted to hold the bottom of the trough just above the spindles. If longer spindles were used (7/8″ or even 1″) longer screws could easily be adjusted to fit. This might solve the ‘cord over the top’ problem mentioned earlier in this post.
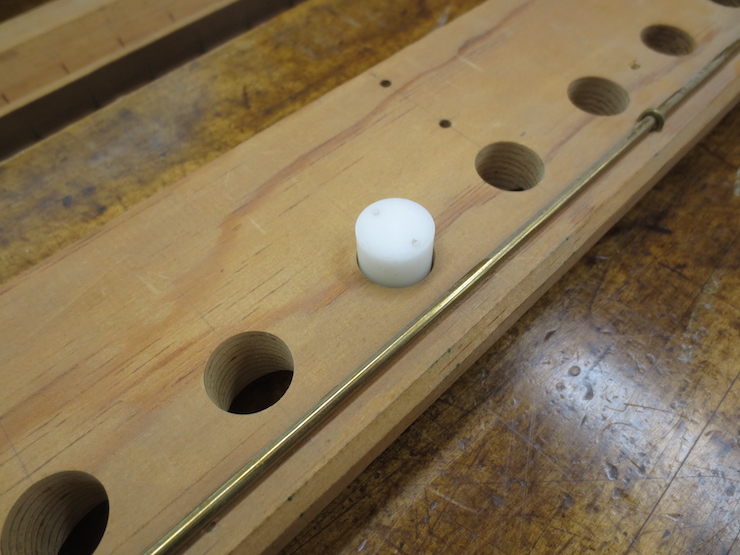
The spindle racks were also a little crude but worked well for as long as this loom was in service.
These were also made of pine which has some advantages. The original spindles were cut from 5/8″ diameter acetal rod and filed smooth on the ends. (I didn’t have a lathe). This material is manufactured slightly oversize so the 5/8″ holes drilled in the wood fit too tight. The holes were easy to enlarge with a strip of coarse sandpaper and dowel chucked into an electric drill. As you can see above the spindles can be quite loose.