
The purpose of the Indexing Mechanism is simply to control the downward motion of the Traveling Beam (above). This beam is supported at both ends by square nuts; each fits into a notch created for it. These in turn are supported by a pair of Lead Screws, which are just full length pieces (3′ long) of 1/2″-13 threaded rod, available at hardware stores.

The lead screws are attached to 1/2″ x 4″ Machine Screws with connecting nuts. These machine screws have been inserted down through the Chain Sprockets and fastened to them by set screws. The sprockets are supported by the Chain Race and Upper Cross-Piece. The lead screws (and traveling beam) essentially hang from these two sprockets. A Timing Chain made of a loop of roller chain connects the sprockets so they always turn together and at the same rate. The Top Crank, on the right, is turned by the operator’s hand to create the motion. Each complete turn of this crank (counter-clockwise) lowers the traveling beam 1/13th of an inch. The Counting Wheel Assembly at the top left regulates the incremental downward movement of the traveling beam so that a variety of laid facings and backings can be made.
As the lead screws are turned square nuts move down, carrying the traveling beam and attached twisting mechanism with them.
Chain Race

The chain race is simply a piece of 1/4″ plywood with holes in the right places for the lead screws and for screws to fasten it in place. It provides a wider surface to support the loop of chain. The circular oil stain was left by a steel washer, one of a pair at each end on which the sprockets turn. The washers lift the sprockets up to mesh smoothly with the chain, reduce friction and bear the weight of the traveling beam and the twisting mechanism.
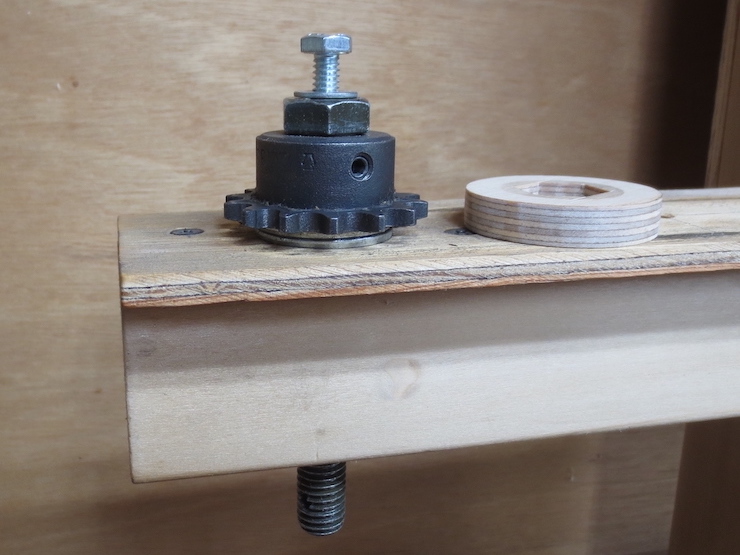
Chain Sprockets and Modified Machine Screws

The chain sprockets have 14 teeth and a 3/8″ pitch. The number of teeth doesn’t matter much as long as both sprockets are the same. They were purchased with a 1/2″ finished bore and each have two set screws. High grade 1/2″ diameter x 4″ long machine screws were chosen because their true 1/2″ shank diameter closely fits the sprocket bore to ‘run true’ (unlike standard hardware store bolts which tend to be under-sized). Flats were filed for the set screws and the heads were drilled and tapped for 1/4-20 threads.
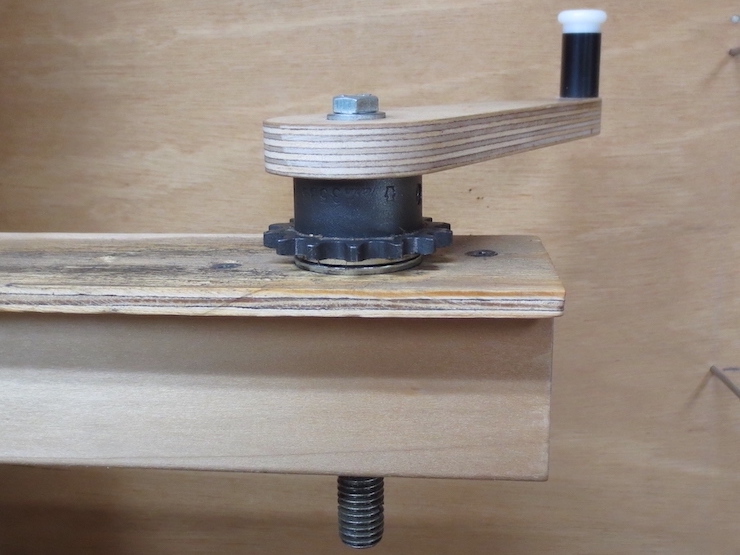
Top Crank Attachment

Two washers elevate each sprocket so the teeth will line up with the roller chain. A hexagonal recess chiseled in the top crank provides a positive connection to the crank.

The right hand sprocket assembly in its place. It will be linked to the other sprocket with a loop of roller chain.
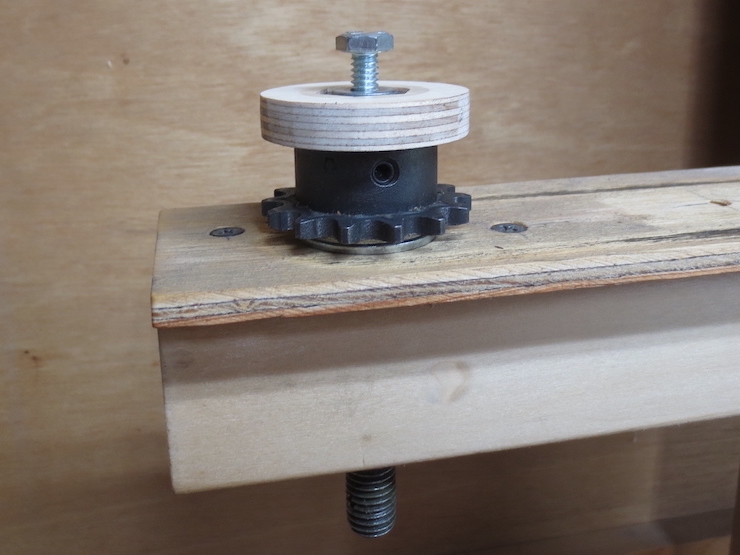
Counting Wheel Attachment
A circle of birch plywood with a hexagonal hole provides a firm base to attach counting wheels using a 1/4-20 machine screw like the one used for the crank.
Timing Chain

The timing chain is intentionally a little loose and is kept within bounds by the plastic post and a small strip of wood nailed to the front. The roller chain doesn’t need much lubrication and will run freer if the grease is cleaned off.

In use the front side of the loop runs straight since the right hand crank is turned counter-clockwise. The crank can be turned the other way (clock-wise) to return the traveling beam to the top of the loom.
Counting Wheel Assembly

This is a device that makes noise (clicks) that can be counted to lower the traveling beam a very specific amount, the distance of one laid wire plus one space. Depending on the diameters of laid wire and chain wire used this can vary a lot.

A rubber band is wound around and around so the pawl will click as it passes steel pins on the counting wheel. In this photo the pawl is disengaged.

I made a complete set of these counting wheels having from 3 pins to 27 pins so I can experiment with different sizes of wire and different spacings. Most of these wheels won’t get used. This makes it possible to make any even number facing (17 wires per inch, 18 wires per inch, 19 wires per inch, etc.) all the way up to 27 wires per inch. Even number backing is also possible with three half-twists between wires. (5, 6, 7, 8, and 9 wires per inch more than covers this need). Many in-between sizes are also possible. It’s just a matter of doing the arithmetic, calculating the number of pins to use and how many clicks to turn the crank (and pairing this with the right wire sizes).
A counting wheel with 10 pins is given 7 clicks to lower the traveling beam the distance of one laid wire and one space. If a facing was actually being made this would make a laid wire spacing of 18.57 wires per inch. This video only demonstrates the counting wheel action and the the other mechanisms are not being used.

The upper part of the indexing mechanism completed.
Connecting the Lead Screws

The lower end of each machine screw is connected to this extra long nut with a 3/32″ roll pin. As you can see these pins are also used to attach the upper end of the lead screws to the connecting nuts. It’s a bit tricky to drill these small holes through the layered steel parts without breaking a drill. It helps to snug the parts up with added hex nuts (maybe pack the lead screw in teflon tape?), to clamp things securely on the drill press and to use cutting oil. (The cutting edges of the twist drill tend to catch when exiting the inside threaded surfaces.) After assembly these parts should be a little loose; the lead screw and machine screw ends shouldn’t quite touch. The amount of force put on these parts is minimal and having some play helps them run smoothly.

A piece of plywood holds the traveling beam level while the lead screws are hooked up.

The bottom ends of the lead screws are held in place by the bushings in the bottom cross-piece. Only about an inch hangs down into the hole.
Calibrating the Lead Screws and Beam

After the lead screws are attached the notches in the beam can be lowered down over the square nuts, ‘trapping’ them so they can’t turn. The beam can be leveled (calibrated) simply by lifting one end of the beam and turning the square nut one way or the other. Each quarter turn raises or lowers that side 1/52″ (.019″) so the beam can easily be leveled to the frame within that tolerance (which is close enough for all practical purposes).
If you want to get closer the connecting link can be removed to shift the chain slightly on one of the sprockets. This lowers or raises that side between .005″ and .006″ per tooth.
Traveling Beam Backing Iron

The traveling beam slides along the front of the two loom uprights. It has a tendency to sag forward at the top so this piece of steel angle is bolted on to limit this. This metal rule is used to gauge a small space which must be left as the steel angle is cinched tight between two nuts (the back nut is hidden behind the steel angle). The rule is .020″ thick (.5mm) which works well. The traveling beam is made of a heavier wood (Oak) to help it move down the loom smoothly.
