The router lathe spins the screw blank between centers while a router slowly traverses from right to left, truing the blank. I made this machine around 1996 for a class I taught at Penland. It wasn’t motorized originally and the students had to crank it by hand.
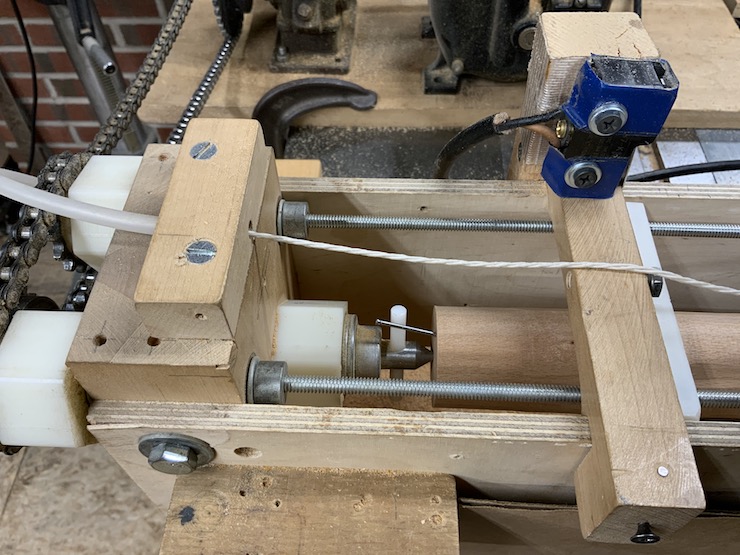
The blank is ‘dogged’ at the headstock by a nail that engages a plastic rod. At top right is a microswitch that shuts the machine off when a blank has been completed.
At the tailstock end the blank is held by another center. This one is pushed by a weighted lever, holding the blank securely between both centers while it is shaped.

A view of the weighted lever that pushes the pointed center into the blank. The pressure can be released by tilting the plywood prop up so that a finished blank can easily be removed and a new one inserted.

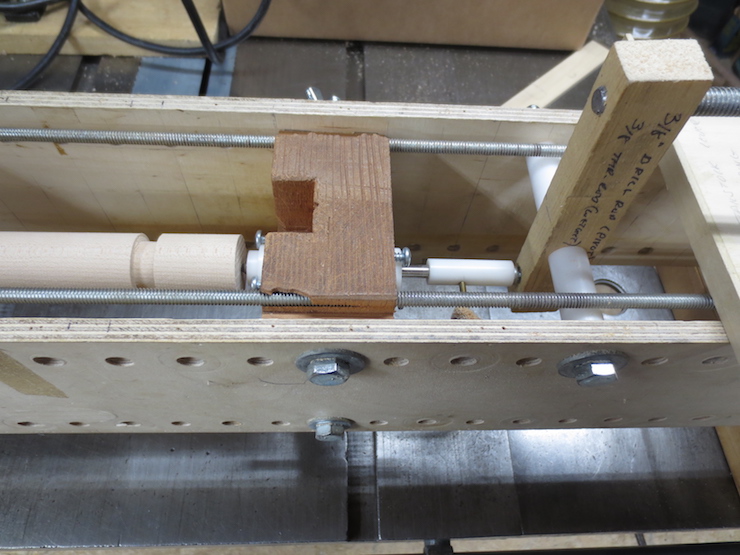
The tailstock center is made from a piece of 1/4″ drill rod with a 60 degree point. The hex bolt that can be seen has an opposing partner on the other side. Turning one bolt clockwise and the other counterclockwise forces the entire wooden tailstock to pivot slightly to swing the center up or down. This enables very fine adjustments to insure that the blanks are all turned to true cylinders without taper. The diameter that is machined on the screw blanks can be easily held to within a couple thousandths of an inch.

A blank has just been finished. The white plastic part on the left is the thread follower. It engages the pair of small lead screws and controls the router’s forward motion. In this photo the router is tipped up to show the bit and how it is guided along the rails. The router is pulled along by a cord which is weighted at its other end. The bolt head visible at the left is an adjustable stop to correctly trim the edge of what will become the screw handle.

The thread follower is designed to be easily snapped on and off so the machine can be quickly re-set to make more screw blanks.

First the far side is snapped in place and then the front is snapped down on the other lead screw.

The thread follower is just visible beneath the front edge of the router base.
