These observations may seem arcane, but I find them interesting.
Metal screws and wooden screws have some interesting differences. The geometry of screws is mind boggling. As a practical matter the following observations may not be very important. I spent a very productive decade or so making good, functional screws before I noticed that things were not quite as they seemed…

Metal screws are cut with a scraping action. The face of the cutter is set at or near the center line of the rotating screw blank. I have tried to illustrate this on the right in the illustration above. The radiating lines represent stages of the cut (every 10 degrees) to help visualize the shape of the face of the thread that is created. On the left I show the slicing/shearing action that forms a wooden screw thread. Again the stages of the cut are indicated by the radiating (but slanted) lines. When examining the finished screws, in either case you would be able to lay a straight edge along one of these (imaginary) lines showing no gap. But because the wooden threads were cut with an angled, slicing cut they will be slightly hollow when viewed from the side. The drawing below is exaggerated to show this effect.

And if that isn’t enough…
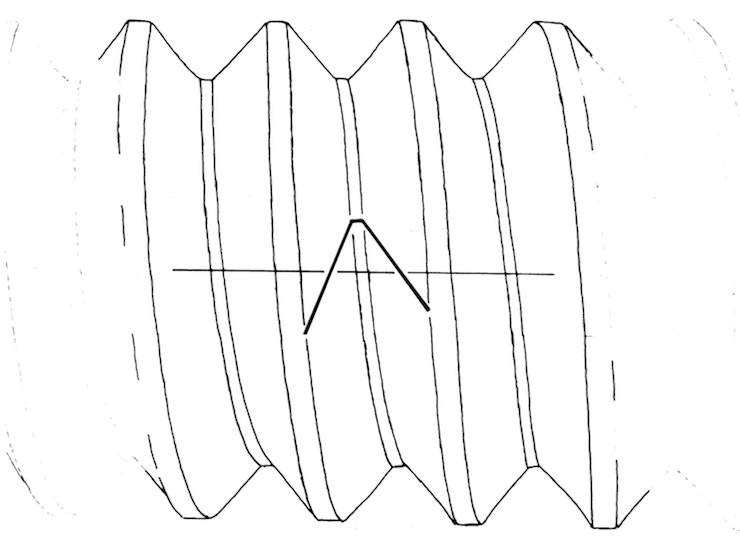
…another way that the shape of the thread is distorted involves the V-shaped die cutter and its angle in the die. The sharp edges are ground to a forward slant on both ‘wings’ to provide the shearing cut needed for cleanly cut wooden threads. But when the cutter is properly set the effect is to change the angles of the left and right cutting edges in respect to the axis of the screw. The longer shearing cut on the left will create a greater concavity than the shorter shearing cut on the right. The two faces of the threads will be sightly different; more and less hollow and with slightly different angles. For large diameter screws with smaller threads this will be nearly undetectable. For small diameter screws with very large threads the difference will be more pronounced. (It may be possible to independently adjust the raking angles on the two halves of the cutter to minimize this.)
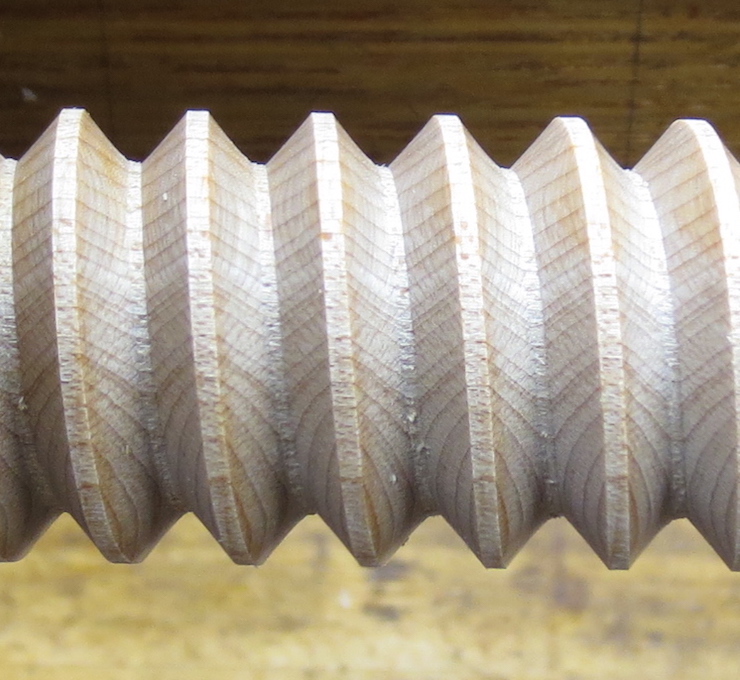
It is possible to see the very slight difference between the left and right faces of the threads in this photo. This screw has the steepest pitch angle of any of my screws, with a large 3 TPI thread with a relatively small 1-1/4″ diameter and thus has the most hollow in the thread faces.
