Tapping a 1″ hole to create a thread for a 1-1/4″ 3TPI wooden screw.
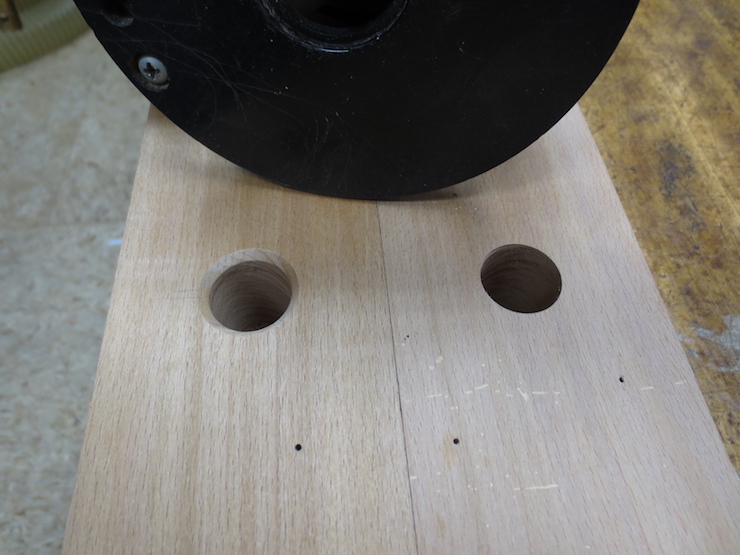
Two press jaws with holes bored with a Forstner bit. The one on the left has been chamfered with the router and is ready to tap.

Changing the tap and master screw in the tap frame. The master screw must match the pitch of the tap; in this case 3TPI.

The shaft coupling securely joins the master screw and tap so they can work as a unit.
A press jaw loosely in place.

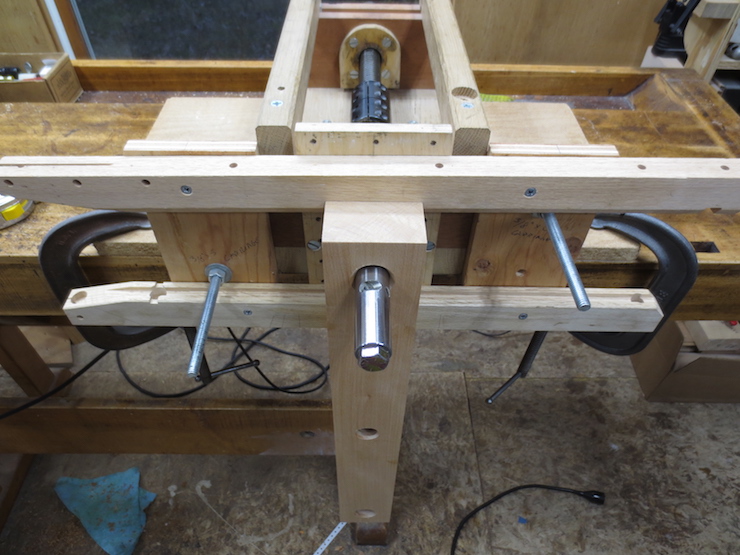
Here it is clamped so it can’t move while it is being tapped. As you can see in the video the tap is driven with a bit brace. I was able to find a bit brace incorporating a square socket drive to use with standard socket wrenches (below). I don’t know if these are widely available.


The tap cutter collects shavings as it scrapes in a spiral path to create the internal thread.

The gauge used to advance the cutter which must cut in small increments to work.

A view of the end of the tap after the thread is completely formed and the clamp removed. The head of the hardened machine screw is visible. A hardened screw is used to slow the wear from repeated contact with the socket wrench.

The completed internal thread.

A very narrow spiral of the original surface of the hole remains. The internal threads are very strong; they will not break. The screws are more vulnerable to damage since the orientation of the grain of the wood makes it possible to chip off parts of the threads, usually by some accident not related to the screws being used. A properly made screw thread will compress under strain (in the press) and this actually strengthens the thread, making it unlikely to break. When a wooden book press is tightened with any normal amount of pressure friction will take over before damage can be done to the threads.
