If this topic interests you check out the related pages that offer much more detail.

How I make Wooden Screws
Some tools and methods

A freshly cut wooden screw of Hard Maple.
Cutting a thread for a wooden screw. My smallest screw with 5 threads per inch.

This screw was cut in steps to demonstrate how threads are cut in multiple passes. Eleven passes through the die would be needed to fully thread a screw like this one. It is 1-5/8″ in diameter with a pitch of 3 threads per inch. (3 tpi)
Screw cutting Dies for external threads

Here a screw is being threaded in my die set-up. To use, an unthreaded blank is fastened to the master screw using a short length of radiator hose and clamps. It is then driven through the die by hand power, using the bit brace visible at far right. The master screw feeds the screw at the correct pitch through a specially built die that matches the diameter and pitch of the screw. Before each pass the die cutter is advanced by about 1/80th of an inch and thinned raw linseed oil is brushed on to soften and lubricate the wood fibers so they can be cleanly cut.
Another view of the die. The screw blank has been partially threaded.
Taps for cutting internal threads

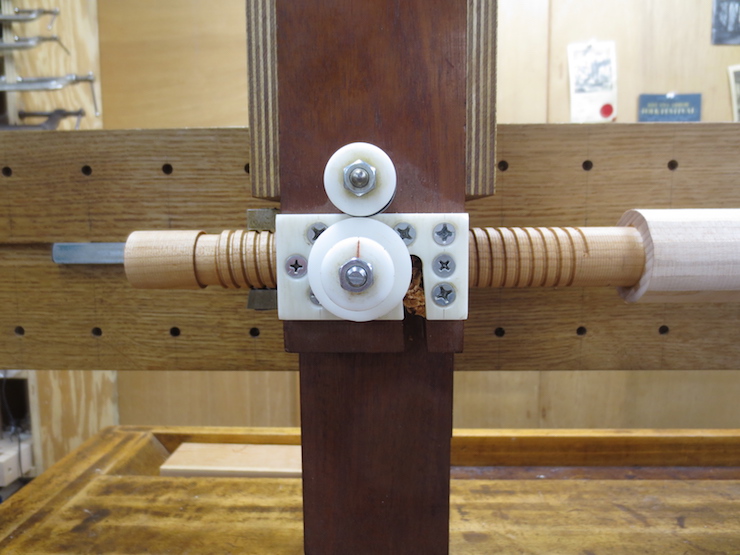
This is a tap which which is used to scrape a helical thread inside a hole bored through the side of a press. The threaded jaw of a press is clamped to the front (at the left here) with the steel shaft of the tap passing through a hole of the same diameter. The cutter is advanced incrementally and many passes are needed to fully thread the hole. This tool is powered by hand using a bit brace which engages the bolt head on the end of the shaft. This is slow but has the advantage of allowing the fit of the screw and jaw to be made just right. The cutter scrapes rather than slices through the wood and is used dry with no linseed oil lubricant.The white plastic tool is a gauge for adjusting the cutter. A close view of cutter and tightening method below. Switching out the master screw and tap shaft allow for this tap to be used for different sizes and pitches.

Tapping a press jaw to create an internal thread.
A 5 tpi bottoming Tap

This is the 5TPI bottoming tap and master screw installed in the tapping frame. In order to tap a 7/8″ diameter blind hole, the part to be tapped would be clamped to the top of this frame. The tap is screwed by hand up into the hole to tap it. It helps to have the tap enter the hole from the bottom so the shavings can fall out between passes of the tap. This limits the choice of the method used to drive the tap.

Here’s the bottoming tap with its latest tweak. Putting everything at 45 degrees still allows the shavings to fall out of the hole. It also makes it easier to drive the tap and to set the cutter between passes. The rubber bands on the lower grip make it easier to ‘twirl’ the tap; rolling it between your hands to back it out and then to rapidly return it to the cutting position. When the cutter is scraping the thread the tap is driven by both hands, one on each grip.

This is the bottoming tap and shaft connector. To use this tap a 5 thread per inch (5 tpi) master screw would be attached at the other end of the shaft connector and the assembly installed in the tapping frame (along with a master nut). The tapping frame for this tap is pictured above.

The tap won’t reach ALL the way to the bottom of a blind hole, but comes very close.

A cutter for the tap made from HSS drill rod.
