
The cutter for the tap is made from a piece of High Speed Steel drill rod, a little shorter than the diameter of the tap and approximately the same diameter as the thread pitch. For example, 1/4″ diameter rod is good for a 4 TPI thread. I make two cutters at one time from one drill blank, one at each end, and then cut them to length. I can’t show the steps in making a cutter at this time but the drawings and photos I do have should give a good idea of what is required.
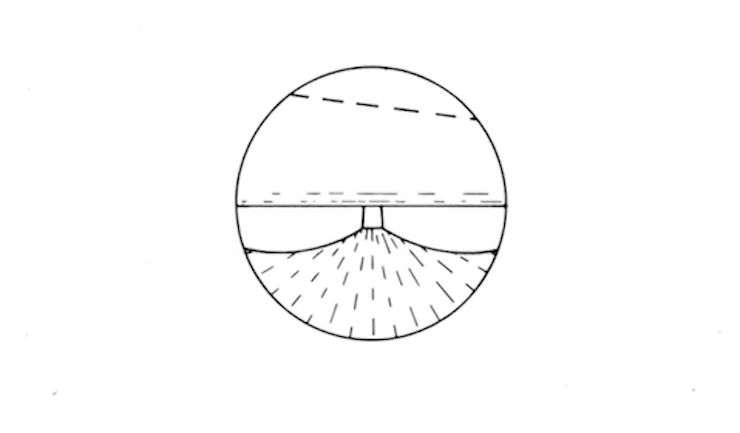
(above) View from the bottom showing the three relief angles at the cutting edges; one along each angled side and one to blunt the point. These relief angles are shaped last.
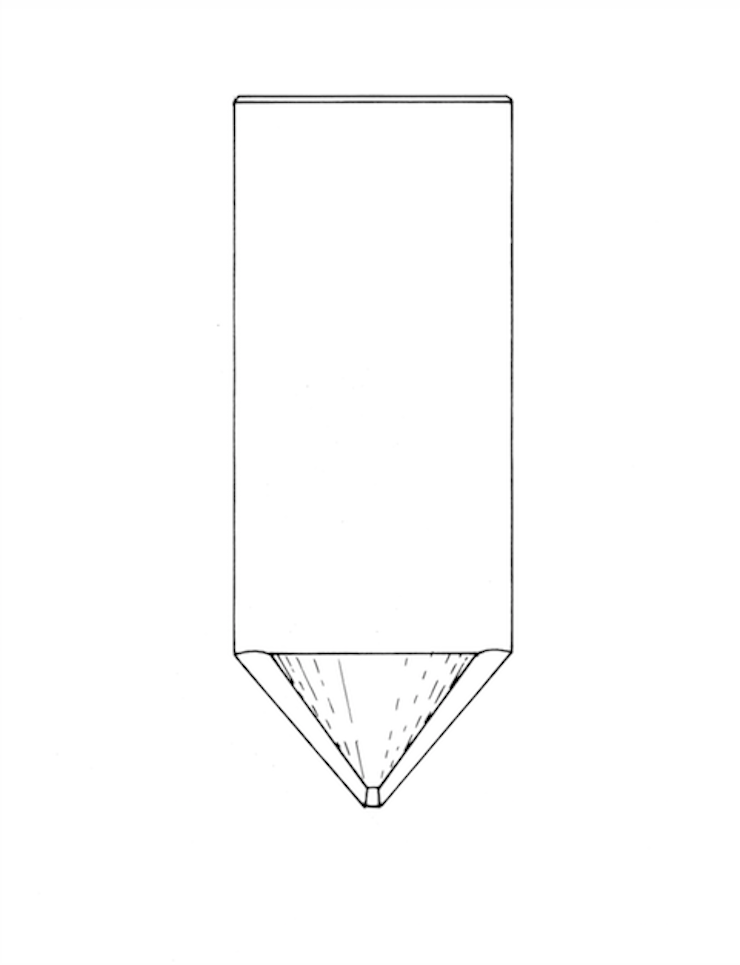
(above) A view from the end. The dashed (hidden) line shows the angled face that the cup point set screw will press against to hold the cutting face at the correct pitch angle in the tap. The flat cutting face is ground to half the diameter of the cutter.
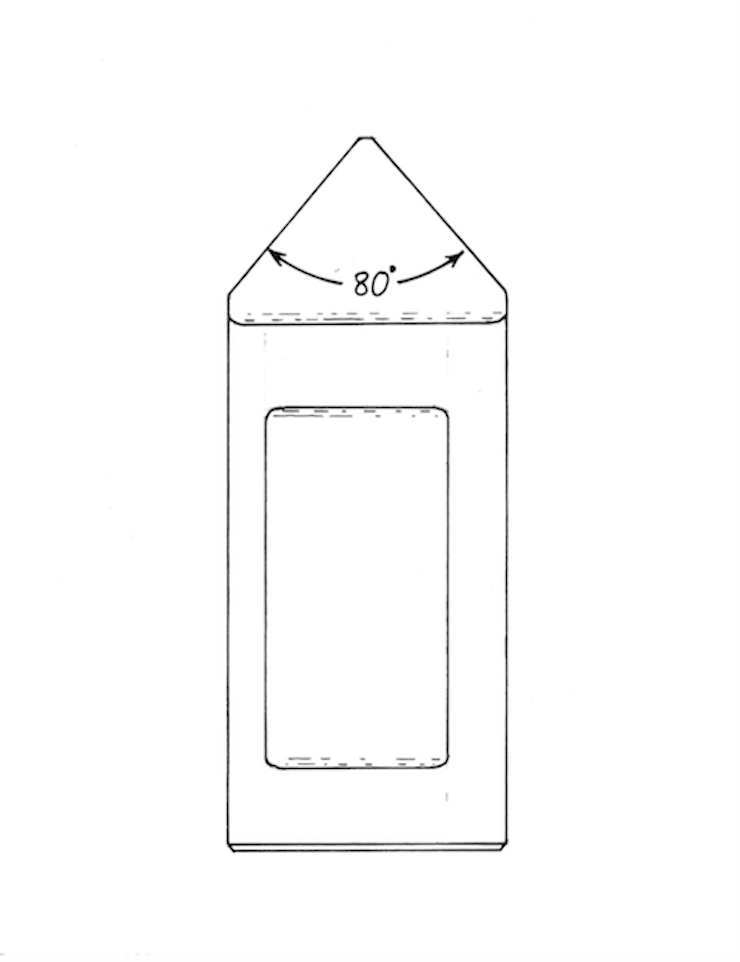
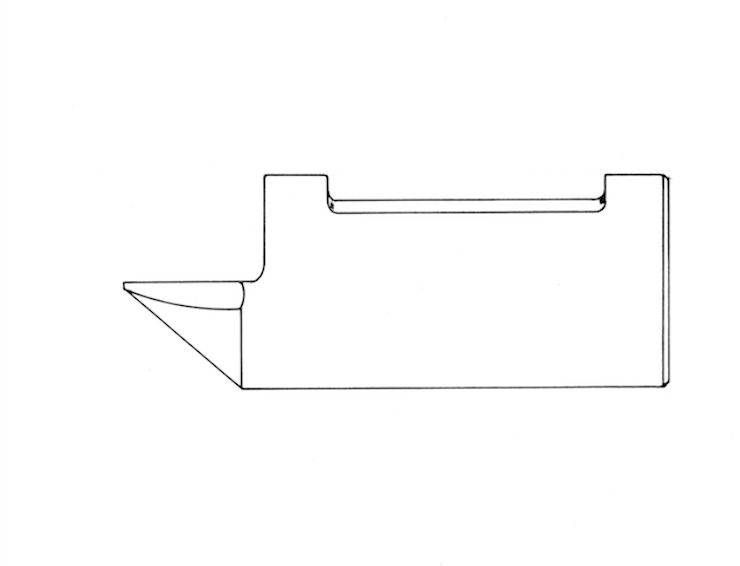
(above) A top view. The cutting face is shaped to the thread angle along its sharp edges. As mentioned previously my threads are angled at 80 degrees. The rectangular area is the recessed flat for the set screw to press against. This is more clearly shown in the side view (below).

The first step is to grind both ends of the drill rod to the thread angle.

