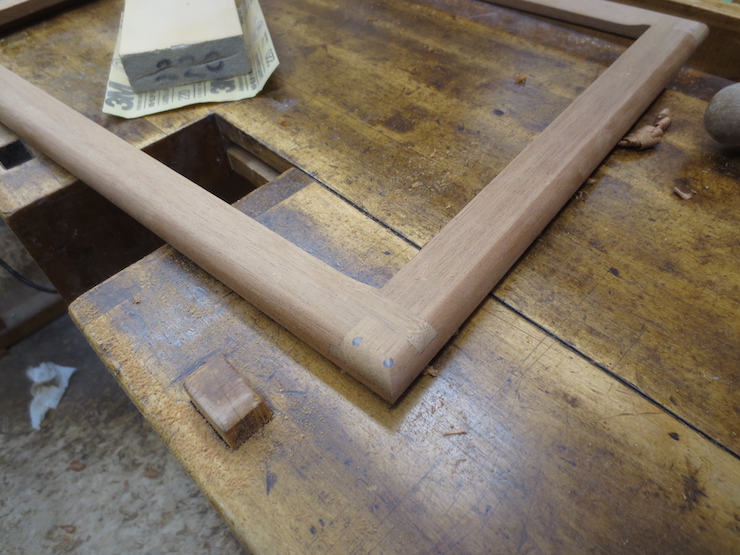
This mould and deckle were intended to be an A4 size. In converting from metric I made an error and ended up with a deckle that was too loose in one direction. (It fit fine the other way). Since the deckle was made with joints in a ‘pinwheel’ orientation it was possible to correct this. If the joints had been ‘opposing’ it could be adjusted only one way. (About half the time you’d be out of luck).
Adjusting the deckle requires re-working the joints of the tenon side; making the tenons longer by cutting back some wood at their bases. Often, only two of the joints (at opposite corners of the deckle, diagonally) will need to be altered. That was the case here since the deckle fit fine the other way.
The joints are glued in the usual fashion and the overhanging wood is cut away.
I’ve only had to adjust a deckle in this way twice. It is extra work and best avoided. The main advantage of pinwheel joints is saving labor when cutting them, but here is another small advantage.
This fills a gap in this sequence of posts. These few photos should provide enough information since the differences between this and the other two types of mould are covered elsewhere in the blog.
The facing is taped in place just like the double faced laid but directly above the ribs without any backing wire below.
The top edge of the ribs have been made a little narrower than those of the double faced and wove moulds.
This mould started out as my first and only attempt at making a laid facing the original way; on the mould, one laid wire at a time. This is the explanation for the extra holes, scars and divots along the top edge. This attempt was not successful and the unfinished hand made laid facing was replaced with this one made on my loom.
The chain wire still needs to be moved back to fit into the ‘trap groove’. More tape will be added at the ends to cover the wire edges before the mould is sewn.
With a few exceptions these posts appear in reverse order in the blog. Check out the categories and tags at the main blog post for links to these posts.
Construction of Moulds and Deckles
#1 Season and Prepare Wood for Moulds, Deckles and Ribs
#2 Sharpen Tools
#3 Prepare Frame Stock for Paper Moulds
#4 Shaping Rib Stock
#5 Mould Frame Joinery
#6 Rib Spacing Layout
#7 Shaping the Rib Pegs
#8 Drilling Holes in the Frame to Support the Ribs
#9 Finishing the Ribs
#10 Assembling the Mould Frame and Ribs
#11 Fitting Waterbars and Brace Rods
#12 Gluing Moulds
#13 Making Corner Braces
#14 Fitting Corner Braces
#15 Pinning Ribs, Corners and Brace Rods
#16 Leveling the Ribs
#17 Finishing the Mould Frame
#18 Definitions of some Unfamiliar Terms
#19 Straightening Paper Mould Laid Wires
#20 Making Laid Facings
#21 Making a Backing on the Loom
#22 Fitting Backing and Facing to a Double Faced Laid Mould
#22-1/2 Fitting the Laid Facing to a Single Faced Mould
#23 Sewing a Double Faced Laid Mould
#24 The Functions of Backing Wires
#25 Wove Backing
#26 Making the Grid for Wove Backing
#27 Mould Brass Sheathing
#28 Fit Wove Facing and Sew
#29 Copper Edge Strips and a few more details
#30 Getting Ready to make Deckles
#31 Tool Kit for Deckle Joinery
#32 Deckle Joinery: the Mortise Side
#33 Deckle Joinery: Tenon End Part 1
#34 Deckle Joinery: Tenon End Part 2
#35 Deckle Joinery: Tenon End Part 3
#36 Deckle Joint Dimensions
#37 Fitting the Deckle to the Mould
#38 Deckle Rim Curvature
#39 Gluing the Deckle
#40 More Deckle Details
#41 Shaping the Deckle Part 1
#42 Final Shaping of the Deckle
#43 Adjusting a Deckle: (another advantage of the ‘pinwheel’ joint)
#44 Preparing a Deckle for Sheathing
#45 Sheathing a Deckle
#46 Investigating an Amies Wove Mould
#47 Making a 24″ x 36″ Laid Facing
#48 Mould Maker’s Loom Part 1
#49 Mould Maker’s Loom Part 2, The Frame
#50 Mould Maker’s Loom Part 3, The Indexing Mechanism
#51 Mould Maker’s Loom Part 4, The Lift Mechanism
#52 Mould Maker’s Loom Part 5, The Wire Twisting Mechanism
#53 Mould Maker’s Loom Part 6, More on The Wire Twisting Mechanism
#54 Mould Maker’s Loom Part 7, Other Important Parts
#55 Mould Maker’s Loom Part 8, Configurations of Laid Wire
#56 Mould Maker’s Loom Part 9, Working With Wire
#57 Investigating a pair of Double Faced Laid Moulds from Wookey Hole
#58 Making a Very Fine Laid Facing
#59 Oops!
#60 An Alternative Sewing Method
#61 Mould Maker’s Loom Part 10, Making Parts for the Twisting Mechanism
If the deckle belongs to a laid mould small grooves are filed into the rim where the chain wires stick up.
Placing the deckle on the mould and rubbing it around will cause the chain wires to leave visible dents in the wood. The deckle is turned 180 degrees and rubbed on the mould that way, too. (Or both ways on two moulds if it belongs to a ‘production style’ pair of two moulds and one deckle). If the chain wires were carefully aligned when making the mould they will match up both ways (or all four ways for a pair of moulds) and there won’t be a need to file extra grooves.
The dented marks are enlarged just a little at first with a file. Then the deckle is returned to the mould to check the alignment of grooves with chain wires. Some of the marks will be hard to see at first; deepening the ones that show first will allow the others to show up.
A ‘slim’ or ‘extra slim’ triangular file works well.
The notches should be deep enough that the rim rests on the laid wires to help make a neat edge on the paper.
Shaping the Chamfers
The ends of the chamfers can be carved with a chisel.
The middle parts can be shaped with a spokeshave.
It is traditional to include small chamfers on the short ends of the deckle too. The purpose of these is not clear to me. (This may be important in some way for production use in commercial mills). The short sides have been left flat on top (not chamfered) for the moulds I’ve been making recently. I usually narrow the inner edges of the front and back to about 1/4″. Sometimes the deckles are left full depth on all four sides (with no chamfers at all) if thick paper is to be made. Over the years I’ve offered to make the inner deckle rims to any dimension but have received little feedback. 1/4″ seems to work well for most contemporary sheet forming methods.
This single facet chamfer would probably work fine but I broaden the chamfer up over the top surface in a gentle curve.
A cabinet scraper can be used as part of this process.
Sandpaper finishes the job.
The outside curves are also sanded.
The entire deckle is sanded with the exception of the four inside (vertical) edges which retain their original ‘jointed’ surfaces. Along their bottom edges (where they meet the deckle rim) the corners are left fairly sharp and eased only slightly with very fine abrasive paper. (320 or 400 wet/dry over a small block works well).
When the shaping is done I soak the deckle thoroughly to raise the grain as shown here. After it dries I give it a once-over with a fine sanding sponge before applying any finish. As with the wooden parts of the mould the finish can be boiled linseed oil, tung oil or Watco oil. The finish won’t last very long (and that’s OK). The deckle and mould are ready to use!
Following are some dimensions for deckle joints. I make two ‘weights’ of deckles; ‘light’ and ‘standard’ (which correspond to ‘light’ and ‘standard’ moulds). I have long felt that small moulds tend to be overbuilt and have recently ‘slimmed down’ the wooden parts of those smaller than about 16″ x 20″.
These joints are based on the old deckle joint that I examined in post #32. Do not rely on these figures as cutting dimensions; use them only as a guide to understanding the proportions when designing your own version.
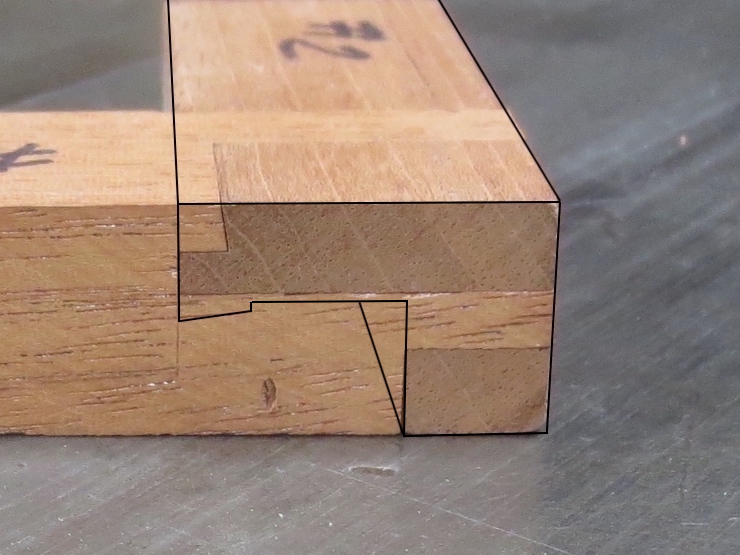
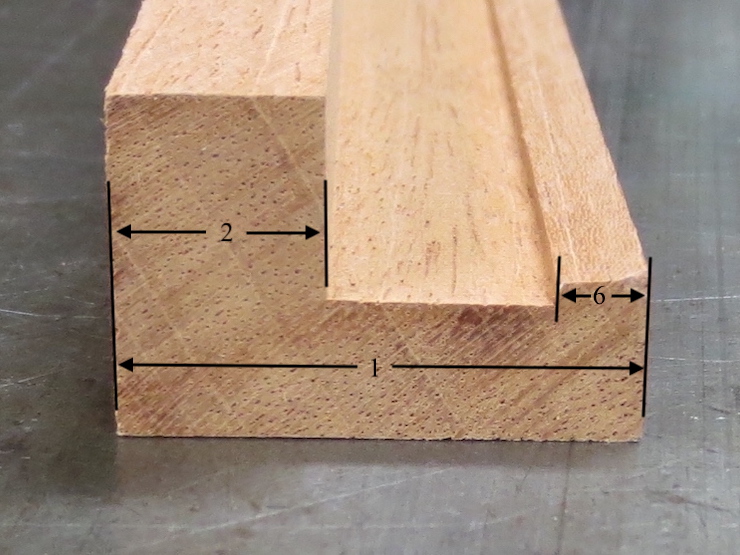
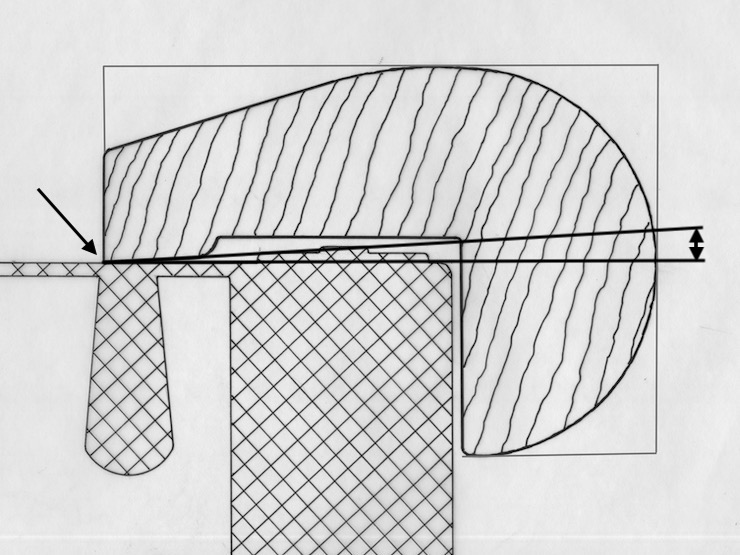
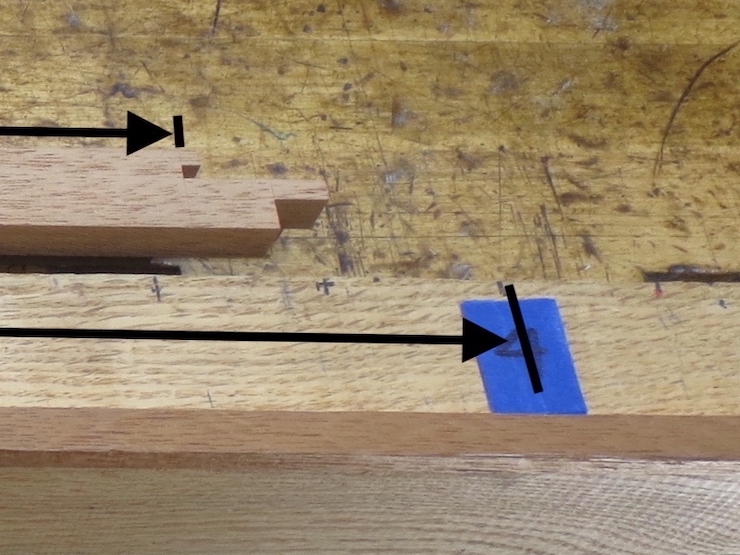
An Important Consideration
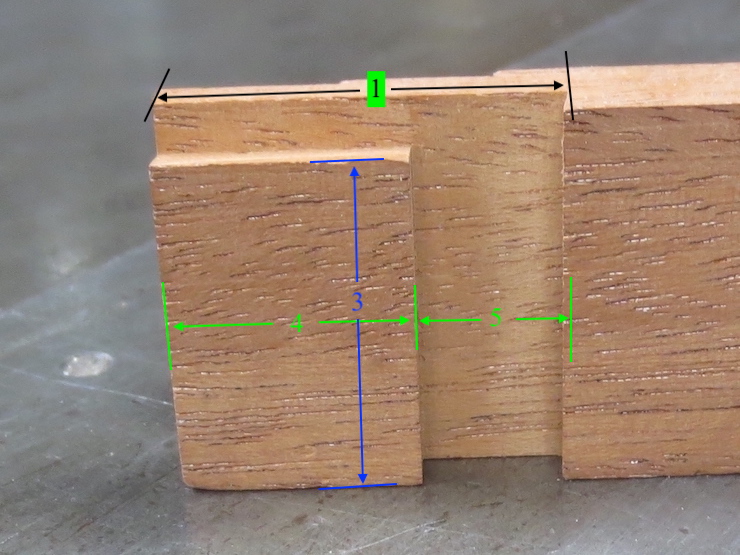
It is important that the channel behind the deckle rim is not so deep as to interfere with the joint. The photo above shows a narrow margin of ‘extra wood’ between the ‘bottom’ of the channel and the overhanging part of the joint. The black lines have been added to describe the shape of the deckle part prior to a joint being cut there. This shows how the shape of the part relates to the joint cut on its end. I now think it is best if the bottom of the deckle channel is in the same plane as this part of the joint. The dimensions outlined below will need to be adjusted to make this happen.
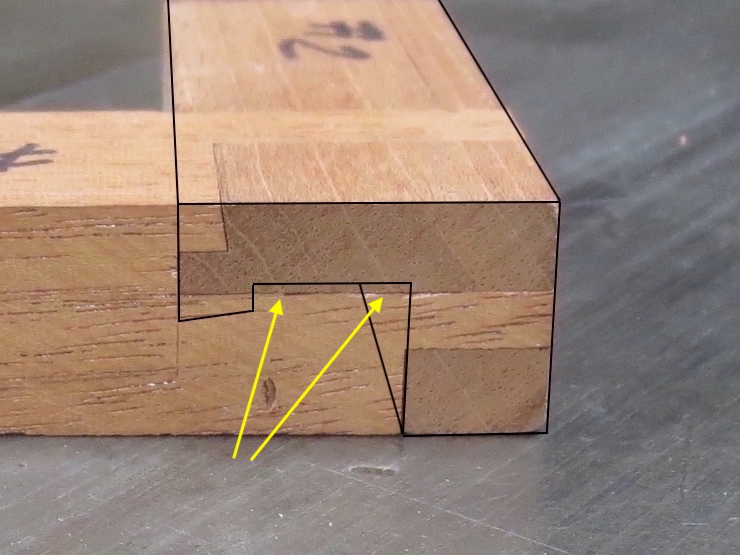
There would be a problem if this same deckle part had a channel cut this deep. A gap would be created where the arrows point. It is good to keep this in mind when designing the joint.
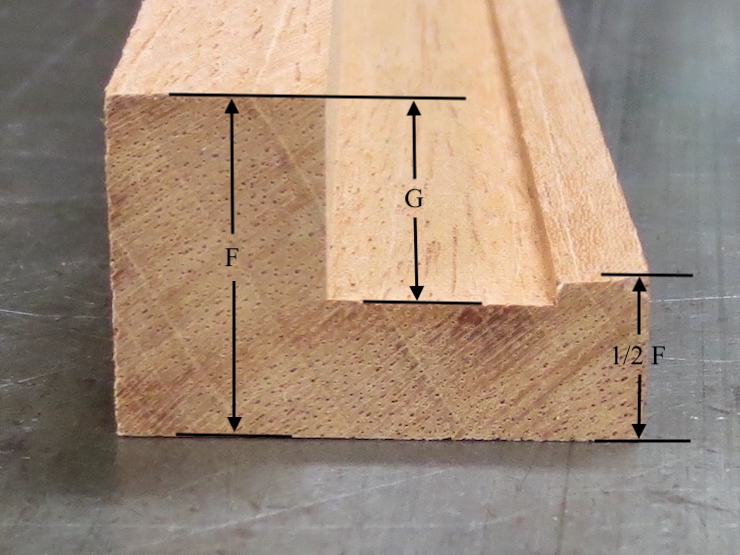
Dimensions of Deckle Stock
Both light and standard weights of deckle stock are described in inches and millimeters.
Light Deckle/inch
Light Deckle/mm
Regular Deckle/inch
Regular Deckle/mm
F = 3/4″
F = 19mm
F = 7/8″
F = 22.2mm
G = 7/16″
G = 11.1mm
G = 1/2″
G = 12.7mm
1/2F = 3/8″ *
1/2F = 9.5mm *
1/2F = 7/16″ *
1/2F = 11.1mm *
*This measurement is approximate and is left oversize until after the joints are cut in order to facilitate creating the special deckle rim curvature. (See post #38)
Light Deckle/inch
Light Deckle/mm
Regular Deckle/inch
Regular Deckle/mm
1 = 1-1/8″
1 = 28.6mm
1 = 1-1/4″
1 = 31.8mm
2 = 7/16″ *
2 = 11mm *
2 = 1/2″ *
2 = 12.7mm *
6 = 3/16″
6 = 4.8mm
6 = 1/4″
6 = 6.4mm
*The dimension given is the final dimension; it is used when planning the mould and deckle fit (posts #5 and #30). This is left oversize until after the joints are finished (see post #37).
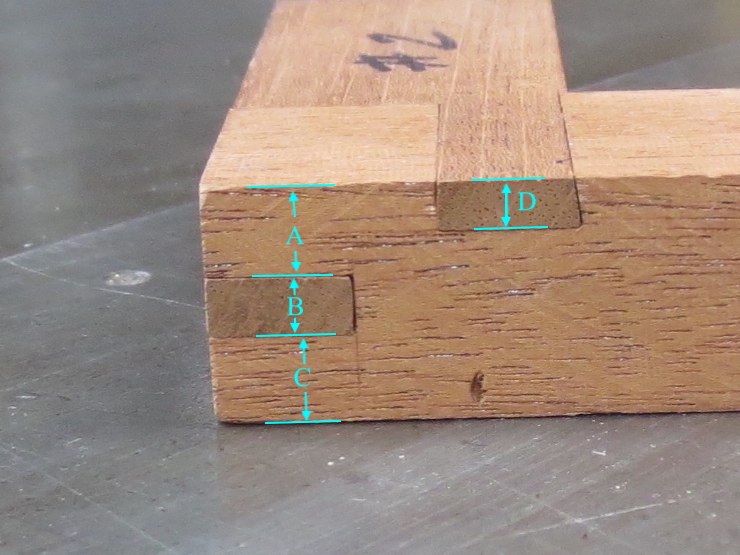
Sample Dimensions of Deckle Joint Parts
The charts give dimensions for two sizes of deckles in inches and millimeters.
Use this table of vertical dimensions for the photos immediately above and below.
Light Deckle/inch
Light Deckle/mm
Regular Deckle/inch
Regular Deckle/mm
A = 9/32″
A = 7.1mm
A = 5/16″
A = 8mm
B = 3/16″
B = 4.8mm
B = 1/4″
B = 6.4mm
C = 9/32″
C = 7.1mm
C = 5/16″
C = 8mm
D = 5/32″
D = 4mm
D = 3/16″
D = 4.8mm
E = 1/8″*
E = 3.2mm*
E = 1/8″*
E = 3.2mm*
F = 3/4″
F = 19mm
F = 7/8″
F = 22.2mm
*This dimension is the same in both deckles. It is impractical to make the slot any narrower than this.
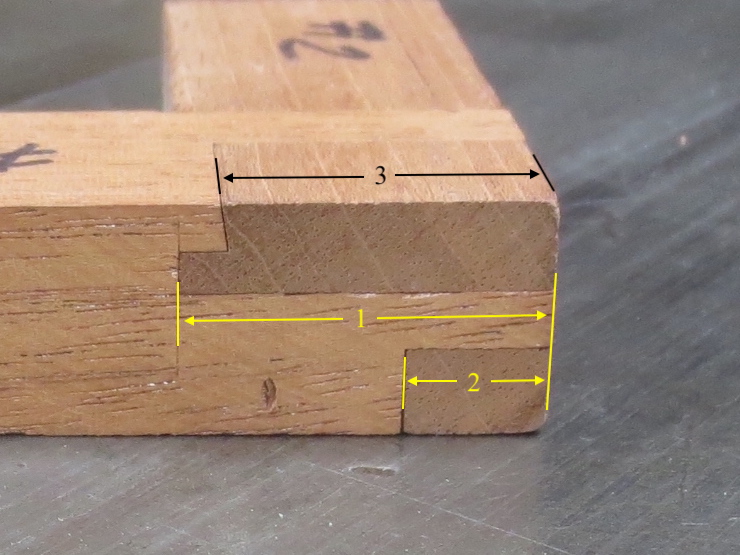
Use this table of horizontal measurements for the photos immediately above and below.
Light Deckle/inch
Light Deckle/mm
Regular Deckle/inch
Regular Deckle/mm
1 = 1-1/8″
1 = 28.6mm
1 = 1-1/4″
1 = 31.8mm
2 = 7/16″
2 = 11.1mm
2 = 1/2″
2 = 12.7mm
3 = 1″
3 = 25.4mm
3 = 1-1/8″
3 = 28.6mm
4 = 11/16″
4 = 17.5mm
4 = 3/4″
4 = 19mm
5 = 7/16″
5 = 11mm
5 = 1/2″
5 = 12.7mm
6 = 3/16″
6 = 4.8mm
6 = 1/4″
6 = 6.4mm
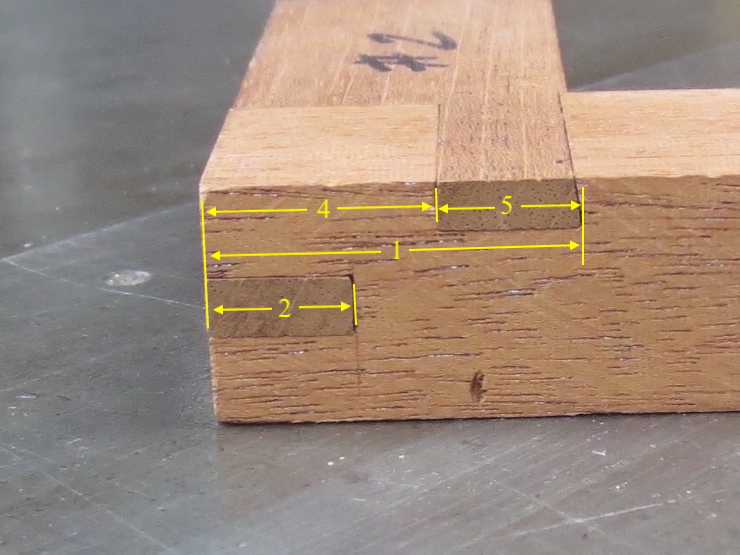
Some Dimensions for the Mortise End
I make this end of the joint first. I ‘shoot’ for the dimensions shown and then ‘make’ the other side fit. Slight dimensional errors made when cutting this side of the joint can be corrected with corresponding adjustments to the other side. Not all dimensions are given here; some must be deduced from the previous photos).
Light Deckle/inch
Light Deckle/mm
Standard Deckle/inch
Standard Deckle/mm
1 = 1-1/8″
1 = 28.6mm
1 = 1-1/4″
1 = 31.8mm
2 = 7/16″
2 = 11.1mm
2 = 1/2″
2 = 12.7mm
3 = 1″
3 = 25.4mm
3 = 1-1/8″
3 = 28.6mm
4 = 11/16″
4 = 17.5mm
4 = 3/4″
4 = 19mm
5 = 7/16″
5 = 11.1mm
5 = 1/2″
5 = 12.7mm
C = 9/32″
C = 7.1mm
C = 5/16″
C = 8mm
When making his joint the part labeled with the red “X” would not yet be trimmed away.
First the corners are sawed off at 45 degree angles.
This can be done on the table saw using this overhanging fence.
This roughing stage is finished.
The lower deckle has been partially rounded over with a router. One more fine cut will take off the last rough saw marks.
This is how the edges are rounded.
After the outside edges are rounded the front and back need to be chamfered to narrow the inner edge.
Roughing the Chamfer on the Inside Edges
Most deckles have chamfered areas along the front and back (long) sides. The inside edges of the deckle are narrowed to roughly correspond to the desired thickness of pulp to be collected on the mould. One way to rough out the wood is with this panel cutting bit. A spokeshave can be used later to smooth the angular surfaces into a gentle curve.
Rounding the Deckle Rim
The inner edges of the deckle rim need to be rounded off so they don’t catch on the mould’s copper edge strip as the deckle is taken off the mould.
I do this by hand using this burred scraper. It’s the blade of the scraper plane that was used earlier to level the ribs.
First an even bevel is scraped the full length of each side.
The bevel is refined into a curve with the scraper then smoothed with sandpaper.
These last two photos may show the process more clearly.
The clamps can be removed after a few hours, leaving hardened globs of epoxy here and there. But the epoxy stays sticky for a while so is best to let it cure overnight before removing the excess.
This can be cleaned up with a coarse file or with a chisel.
A chisel works best on the inside surfaces. This one has an offset handle to allow paring in hard to reach areas.
A little part of the deckle rim needs to be cut away at each corner. Some of the waste has been routed away at this corner and another pass will remove the rest.
Since the rim of the deckle is slanted inward a little triangular area (A) will stick up just a little where it laps the adjoining rim. A sharp chisel laid flat on the adjoining deckle rim slices this off easily.
“Stapling” the deckle Joint
Above, a pair of 1/8″ diameter holes are drilled through the deckle at each corner.
Traditionally the deckle joints would be stapled with copper wire. The clinched ends of the staple would be hidden beneath brass sheathing that covers the deckle. This deckle is not to be sheathed (and the staples’ sharp ends wouldn’t be covered) so I substitute a pair of acetal pegs for each staple. These will be machined flush with the surface of the deckle.
Lengths of the acetal rod are inserted and trimmed to length. The holes may need to be drilled larger to make the pegs fit. (The rods are supplied a little bigger than their nominal size).
I turn a shallow groove on the pegs to lock them in place when they are epoxied in the holes.
The pegs are started into their holes.
When they are tapped in place glue squirts out the other side.
The pegs and cured epoxy will be filed flush before the deckle is shaped.
Applying paste wax to the outside of the parts makes it a little easier to remove the excess epoxy that squeezes out. The parts should be pushed up tight to keep the paste wax from getting into the joints.
The deckle parts fit together in a rotating pattern so they have to be assembled in a specific way. First two opposite corners are joined, making identical “L” shapes.
Then those “L”s are joined to form a rectangle. No glue here; these photos just show the sequence.
Epoxy has been applied to both sides of every surface in the joint (see the post “Gluing Moulds”). Then the parts have been fitted together and clamped. These picture frame clamps dig into the wood but they work well, putting pressure right where it’s needed. The edges will be rounded off anyway.
I leave the glue alone until after it hardens. Trying to remove the excess while it’s still soft just smears it all over.
The clamped deckle is set aside for the glue to cure.
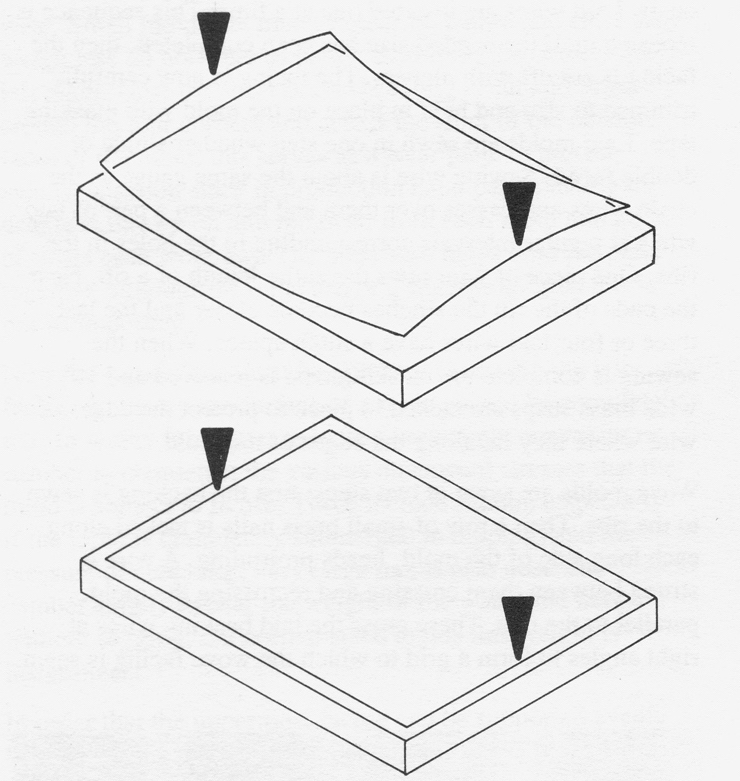
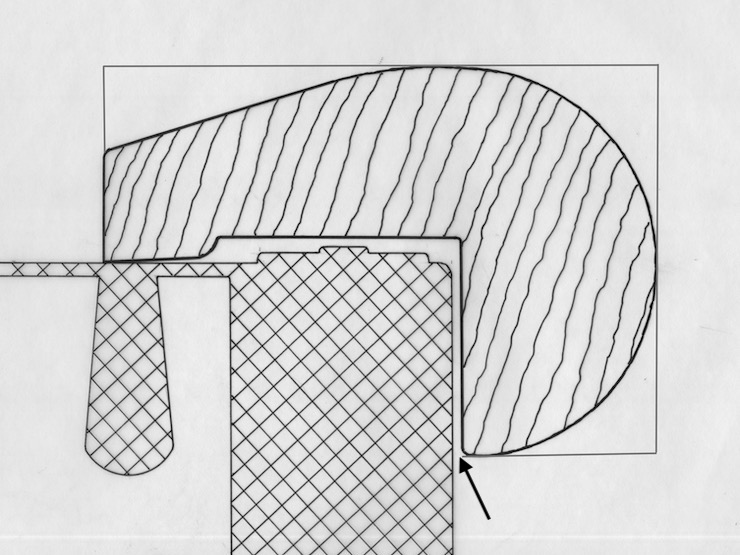
A deckle serves as a ‘fence’ to ‘corral’ a rectangle of pulp as it is deposited on the wires of a mould. In order for the edges of the paper to have neat ‘deckle edges’ the inner rim of the deckle is given a special shape, composed of very subtle convex curves on the two long sides and equally subtle concave curves on the short sides. This subtle shaping allows the deckle to ‘bite evenly’ against the wire surface of the mould when the deckle is pressed against the mould while dipping sheets.
In the drawings these curves are much exaggerated and the inner edge of the deckle is represented as simple lines. The ‘arrows’ in both drawings indicate the areas where pressure is applied by the vat person’s hands while sheets are being formed.
When the deckle is placed loosely upon the surface of the mould it will contact the flat wire surface along the midpoints of the two long sides as shown at the top. As the short sides of the deckle are gripped to the mould the wooden deckle will be forced to distort slightly and the curves will flatten, supplying a little extra pressure at the places where it is most needed; farthest from the hands. This is especially important for large moulds. If the edges of the rim were instead made straight the deckle would be more likely to ‘leak’ pulp in some areas, causing wild deckle edges.
This effect of these curves is very subtle, hard to see and impossible to photograph.
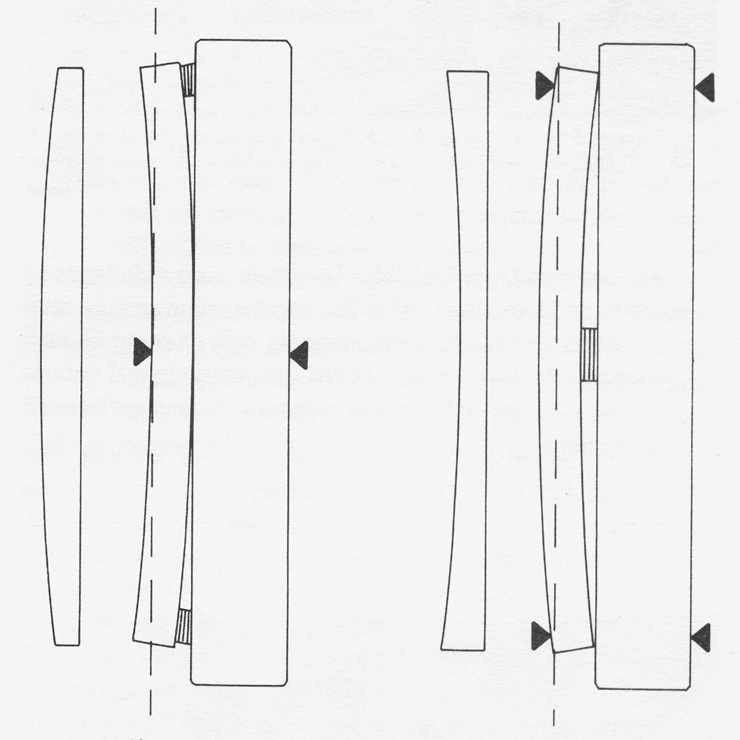
To create these very slight curves the deckle pieces are sawed, one at a time, while being bent and held against a straight beam. After the saw cut has been completed and the part released it will spring back to its original straight condition except for the inner rim which will have been given a convex or concave shape. This depends on which of the two ways (shown above) the piece was shimmed and clamped. The drawings simplify and exaggerate the shapes for clarity. The dashed lines represent the saw cuts. The arrows show where clamping pressure is applied.
On the left the part has been shimmed at both ends and pressure applied in the middle making it (temporarily) concave. When sawed straight (the beam is stout enough to stay straight) more is removed from the ends than the middle. When the part is removed from the beam it springs back to the shape shown at the far left, leaving a convex curve.
On the right the part has been shimmed at the middle and it is clamped against the fence at both ends. This reverses all of the effects to create the opposite result; a concave curve.
I hope the photos make this process clearer!
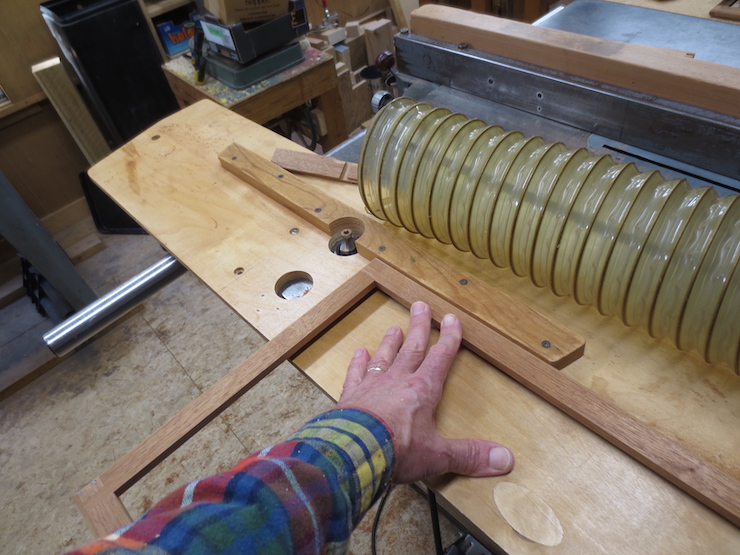
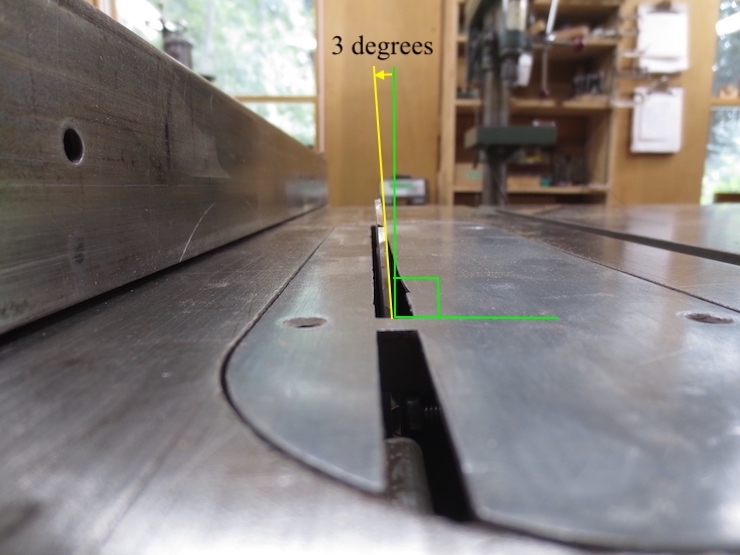
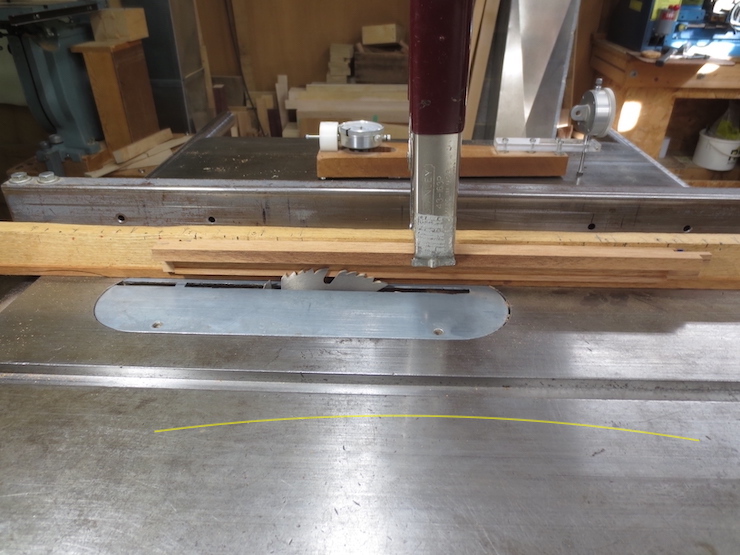
The beam is L shaped so that one edge can ride against the fence of the table saw while leaving room for the clamp (so it won’t hit the fence). The inner edge of the deckle rests on a ledge to help hold it in place. The smooth cutting hollow ground saw is tilted inward at 3 degrees.
One of the long sides of a deckle being sawn to create a concave shape along its rim.
The saw is tilted toward the fence by 3 degrees.
The effect of the 3 degree angle is shown here. Since the rim is cut back at an angle it touches the mould wires only along its very edge (where the arrow points), concentrating the pressure there.
Making a Convex Curve on the Front and Back
The long sides are cut first. Here’s the process:
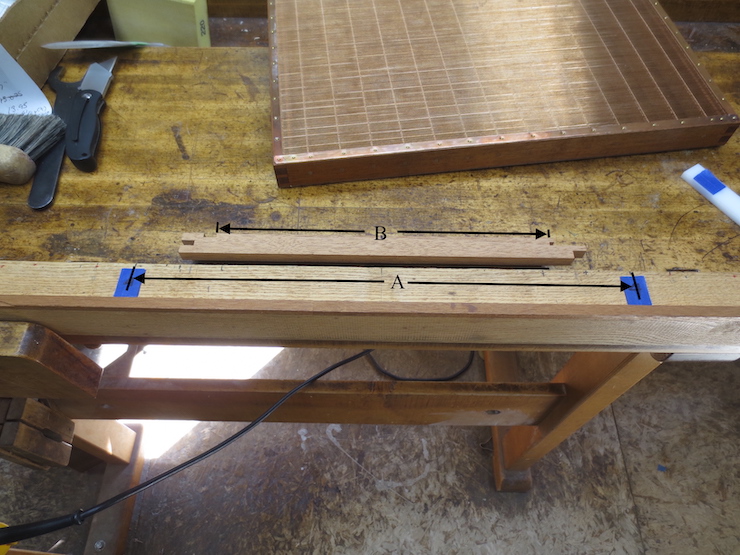
Unfortunately I didn’t take the photo I should have so this one will have to suffice. Part “B” is actually one of the short sides of the deckle; imagine for now that it is 6 inches longer to fit the masking tape shims placed on the beam. “A” is the ‘functional length’ of the long (near and far) sides of the deckle that we are actually working on for this first step.
The shims are layers of masking tape. There are currently 4 layers in place for this 12″ x 18″ deckle. A smaller deckle would use fewer shims; a larger deckle more. The shims are centered about 1-1/4″ from each end of the deckle part.
The same at the other end.
After the part has been placed on the beam and clamped a test cut is made. Here you can see a very light cut being started. I’ll finish the cut and then take the part off the beam to check to see if the curve is ‘strong enough’. Another layer of masking tape can be added to accentuate the curve or a layer removed to reduce the curve.
The exaggerated yellow line shows which way the part is being bent against the beam during the saw cut.
One more view.
Creating Concave Curves on the Short Sides
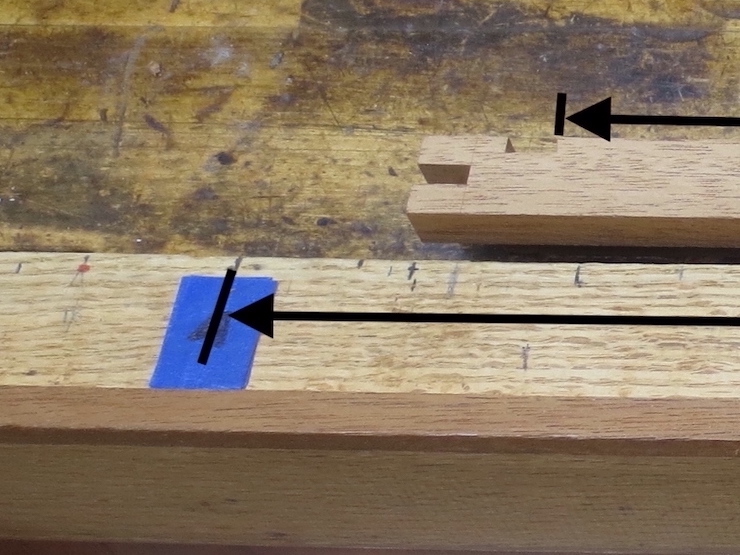
After the long sides have been finished the first step towards cutting the concave curves along the short sides is moving the shims. The same ‘stacks’ of shims are used again but they must be peeled off and moved inward to accommodate the shorter length of these deckle parts. Using the same shims at the ends means you don’t have to reset the table saw fence to make the parts align where they meet at the corners. The arrows show how the stacks have been moved.
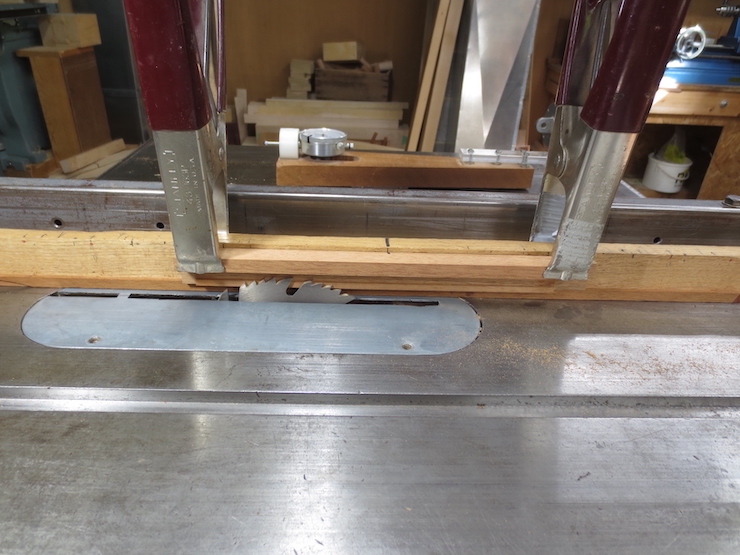
Shims are now added to the center to create a ‘hump’ to bend the part over. Remember that this part needs to be bent the opposite way.
The part is clamped at both ends to bend it over the ‘hump’ in the middle. Once again the exaggerated yellow line indicates the curve that the part is given while it is sawn.
I started out with 6 layers of tape in the middle. After deciding that the curve needed a little more ‘oomph’ I added one more layer, making 7 total. Since there are 4 layers at each end the net ‘displacement’ in the middle is 3 layers of shims (about .012-.015″). About 1/64″
Just another view of how the part is trimmed on the table saw.
The tape shims were visible in this photo but just barely. I’ve accentuated the color to show how they are placed. The stack of shims actually extends all the way down to the ledge to support the entire width of the deckle part, though it doesn’t appear that way in the ‘doctored’ photo.
When the parts are assembled the convex and concave edges should meet perfectly at the inner corners of the deckle.
Now the deckle is ready for the joints to be glued.
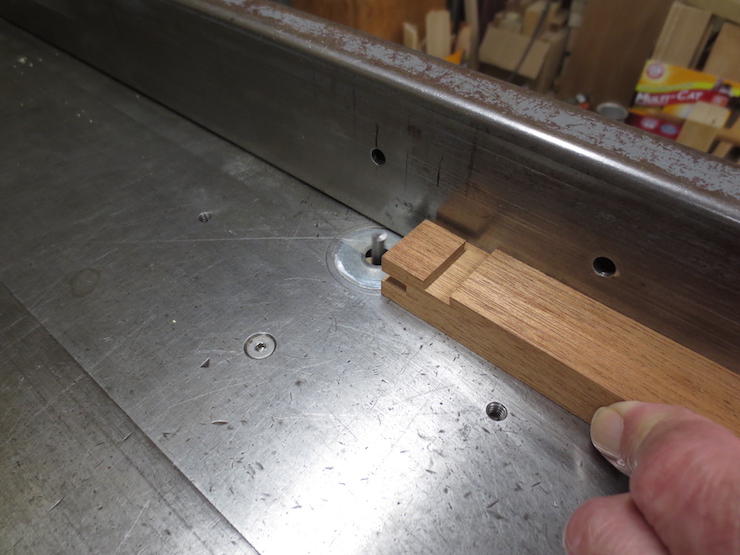
The joints have been finished and now the four parts can be put together to form a rectangular ‘frame’. But the parts still need to be adjusted in a couple of ways to fit the mould before the joints are glued. In this post the the parts will be trimmed to create a small gap where the deckle laps over the sides of the mould. In the next post the inner rim of the deckle will be shaped in a special way to fit snugly against the wire face of the mould.
The arrow points to a gap where the outside edge of the deckle laps over the mould on all four sides. Making it the right width is the focus of this post.
To start the process the deckle parts are fitted together with two opposite corners left loose.
When the assembled deckle parts are pushed tight against the sides of the mould the joints of those two corners are unable to close completely. This is because the overlapping sides of the deckle have been (intentionally) left too thick. If you measure the gap left in the joints you can determine how much needs to be trimmed off. As a first step I cut away just enough that the deckle can fit over the mould with the joints fully closed.
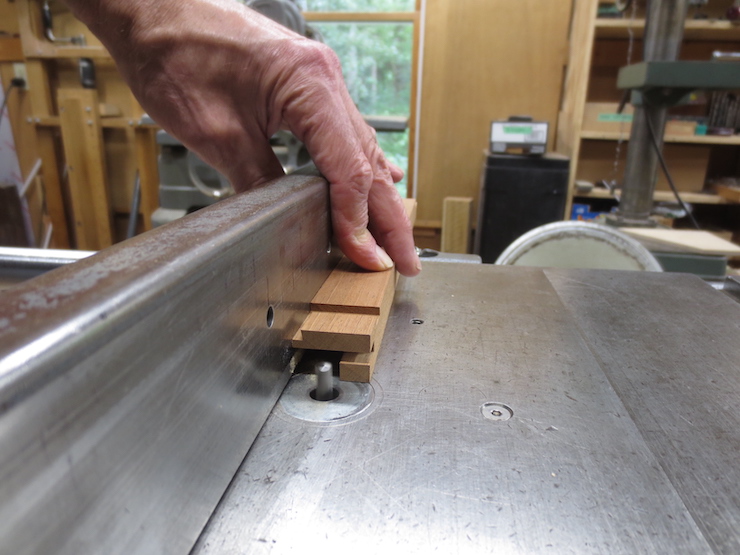
A router is set to nearly reach the bottom of the deckle groove and the table saw fence is set to make this preliminary cut.
The process seen from a different angle.
One part has been pushed all the way through. All four deckle parts are trimmed the same way before putting them back together.
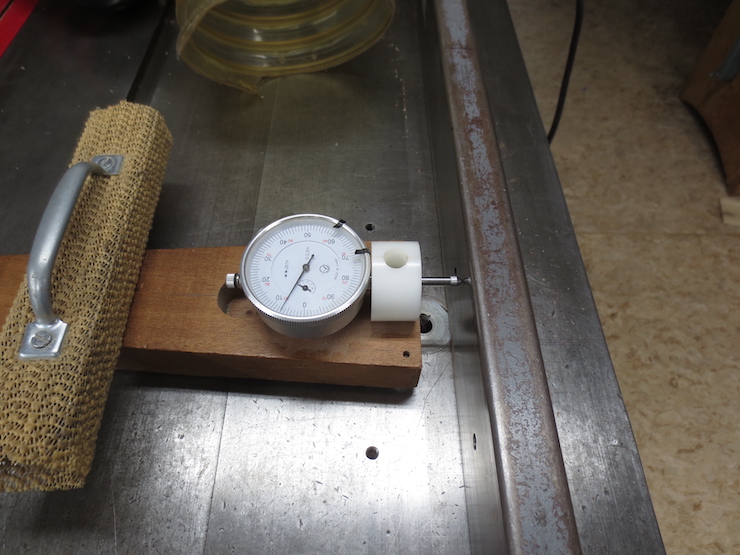
Now the joints can close completely but the gap between the sides of the mould and the inside edges of the deckle is still too narrow. It can be measured using a shim set.
Using that measurement the table saw fence (which has been left just as it was) can be moved to cut away a little more. I shoot for a total gap of about .025″. (This when the deckle is pushed up tight against the mould on two sides; it is approximately half of that if evenly divided among the sides). This is not a super critical dimension and is most likely tighter than it needs to be. The deckle should not get stuck on the mould when the wood swells but the fit should not be sloppy either.
The routed cut has been interrupted to show what it looks like. It is important to avoid letting the router bit damage the inner surface of the lap tenon which is in nearly the same plane.
This is what the finished gap looks like. It is usually necessary to trim a little more off either the long sides or the short sides to make the gap the same both ways.
In the next post the inner rim of the deckle will be given subtle curves to insure a tight seal when the deckle is pressed against the wires of the mould.