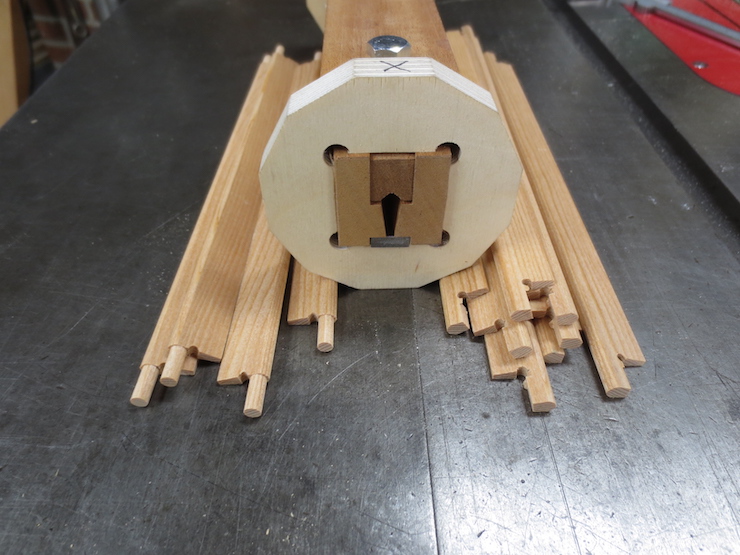
Paper Mould ribs connect with the outer frame by means of small pegs formed on their ends. These rest in holes bored into the frame at regular intervals. The ribs on the left have finished pegs; on the right they are only partly completed. The tool in the middle is used to machine the twelve sided pegs.
The end of a mould frame is used as a gauge to set the saw fence so the ribs are cut to the exact same length. I drill the rib holes completely through the sides of the mould so the ribs are the same length as the width of the mould. Many moulds are made with ‘blind holes’ drilled only part way into the frame.

A rib is cut to final length. The other end has already been trimmed so both ends are left smooth and square.

1/8″ diameter holes are drilled where the rib peg will meet the shoulder of the rib. This is a stress point and the hole, at least in theory, spreads the stress over a wider area to help avoid splits here.

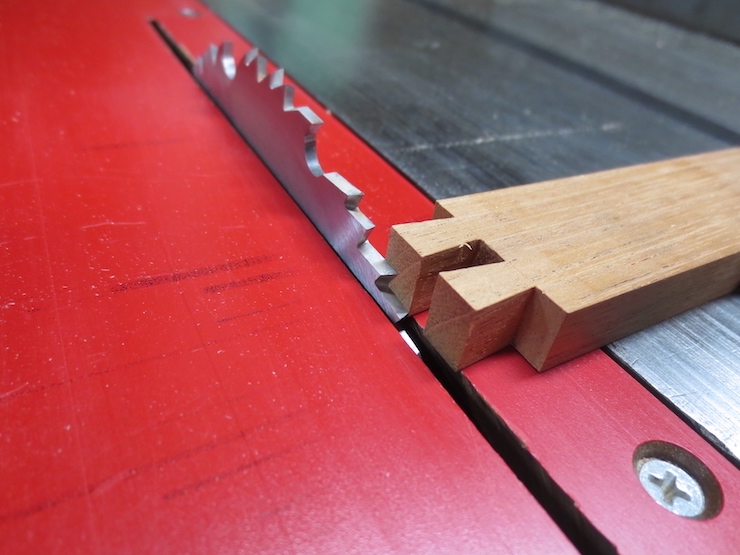
A cut is made to establish the shoulder of the rib where the peg starts. This is a finish cut and will not be altered when the peg is shaped.

The shoulder is cut back a little so it won’t quite touch the inner side of the frame. You can see that there will be a small space between the body of the rib and the inside of the mould frame. The end of the peg will be exactly flush with the outside.

This is a rough cut made to remove most of the waste before the peg is shaped.

The stub will be shaped into a peg like the finished one on the right.

Ribs for three identical 12″ x 18″ moulds, ready for final shaping.
Shaping the Pegs

Holes are drilled in a few scrap offcuts. These will be used to test and adjust the fit of the rib pegs. Later the same drill will be used to prepare the mould frame to receive the ribs.

This spiral router bit makes a shearing cut while pushing the fibers upward for a clean cut. The bit is called a down-cut spiral bit but this router is mounted upside-down so in this case a down-cut becomes an up-cut.

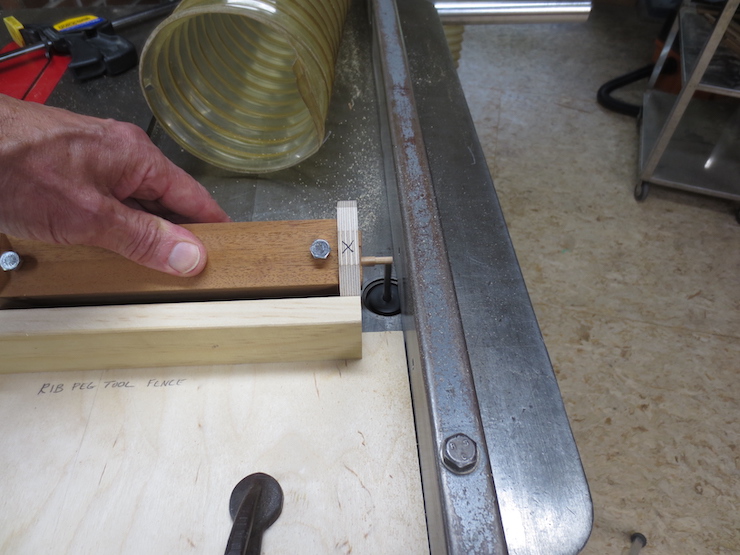
The steel table saw fence is adjusted so the peg can be machined for its full length without damaging the previously cut shoulder. The wooden fence guides the rib peg tool while it is slid back and forth and keeps the rib centered over the router bit. The height of the router bit establishes the diameter of the faceted peg.
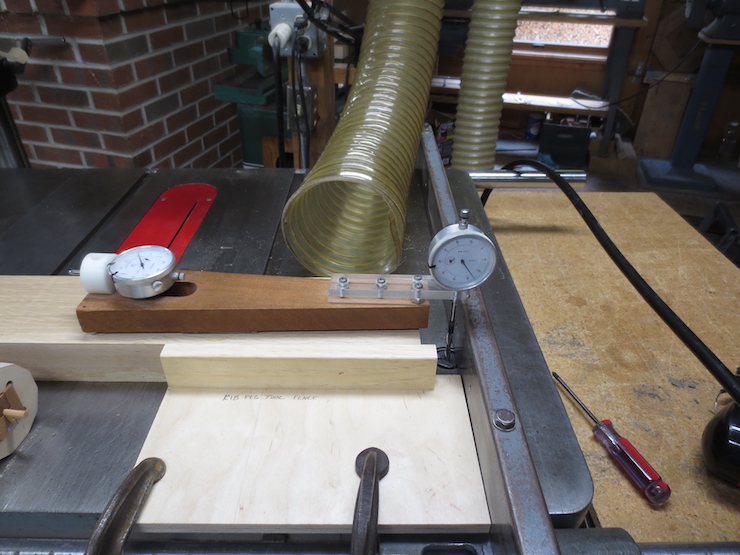
After making a test cut the dial indicator can be used to make slight adjustments to the height of the router bit to give the peg a good fit with the holes in the test blocks.
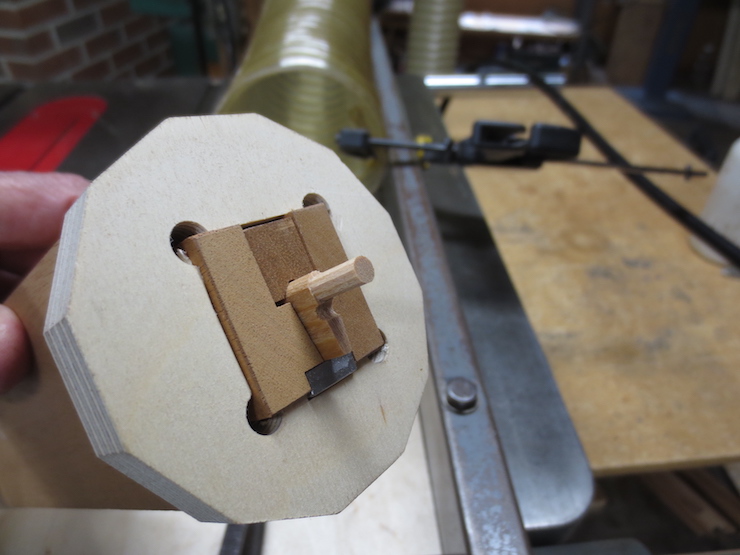
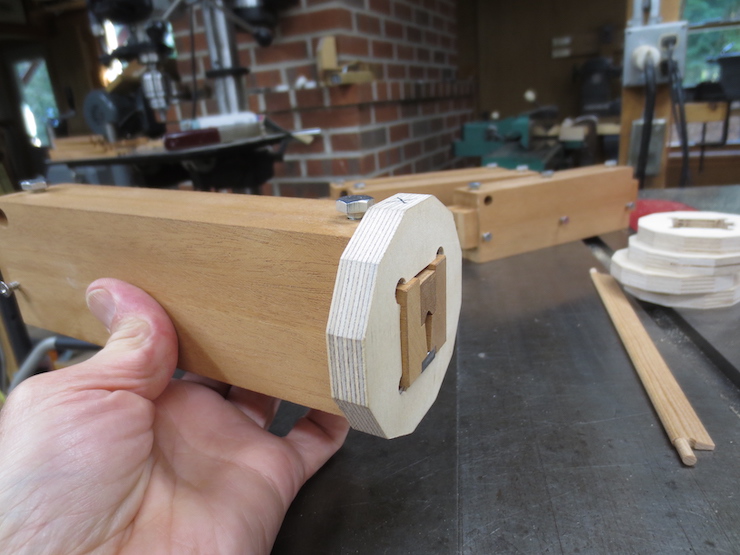
The tool creates a 12 sided rib peg. Later on the facets will be slightly compressed as each peg is twisted into a sized hole in a plastic gauge. This will leave the pegs almost perfectly round and ready to fit into holes in the mould frame.
Details of the Rib Peg Tool

These are peg tools of an older design that I used for many years. Wood shrinks different amounts along and across annual growth rings. For this reason the rib pegs turned out oval instead of round during part of the year. Thus the blue tape added to the two oak tools to correct this problem. The darker tool made of mahogany (which is more stable and shows a smaller difference between radial and tangential shrinkage) was less troublesome. The small wooden ‘scewdriver’ is used to tighten the two recessed thumbscrews which clamp the rib while it is being shaped.
The new tools have ends shaped from plywood which doesn’t change dimension with seasonal humidity.
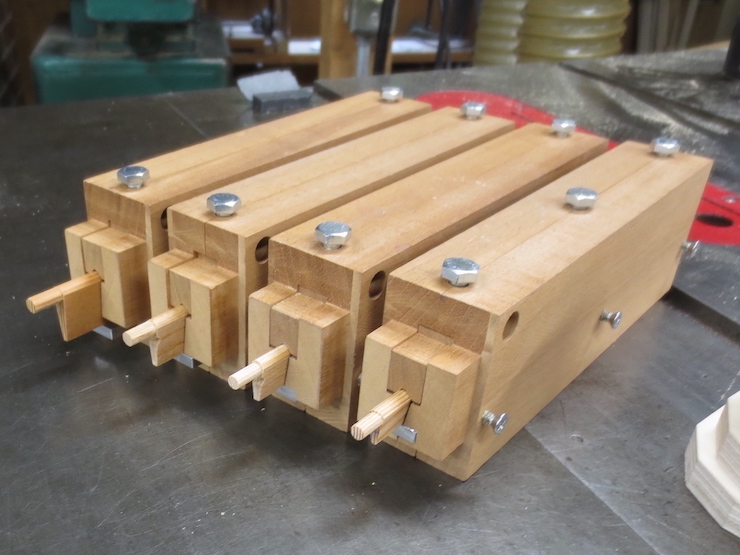
These are the cores for four different rib peg tools. Each is made for a different size rib. From left to right 15/16″, 3/4″, 5/8″ and 1/2″.

The parts of the tool are held together by the plywood ends.

Another improvement is that the tops of the ribs rest on a ground steel plate.

The heads of the hex bolts are tightened with finger and thumb. This works well and no separate tool is needed unlike in the older design. The pressure bar has been slid to the right to show the inserted plastic pad. The bar is correctly aligned in the previous photo.
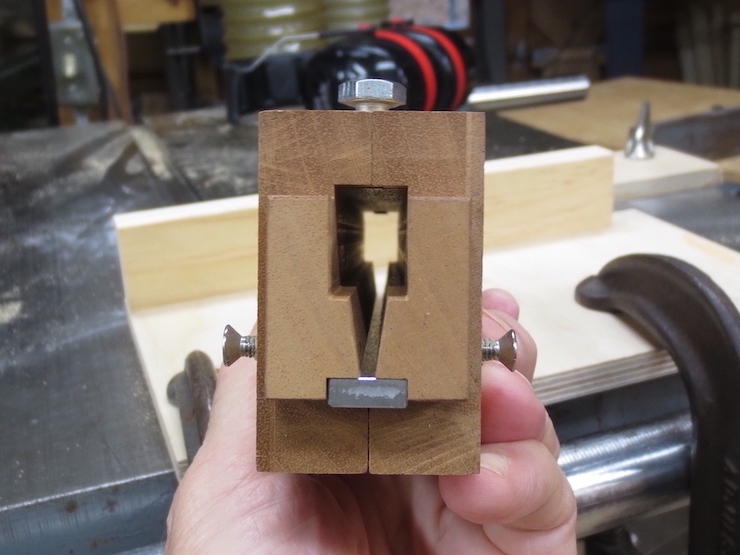
The two flat head machine screws have smooth rounded ends that can be adjusted to keep the rib centered over the steel plate. You can see the shiny ends in the two photos above.

The grooved pressure bar centers the thick (bottom) side of the rib while the peg is being shaped.
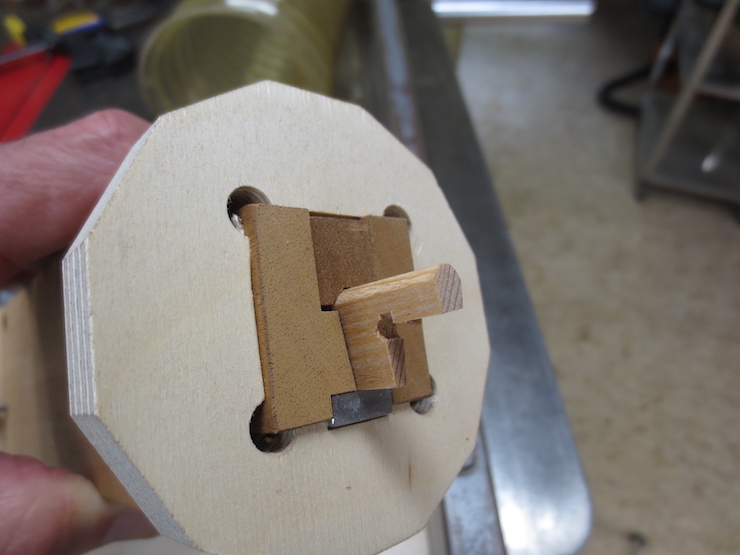
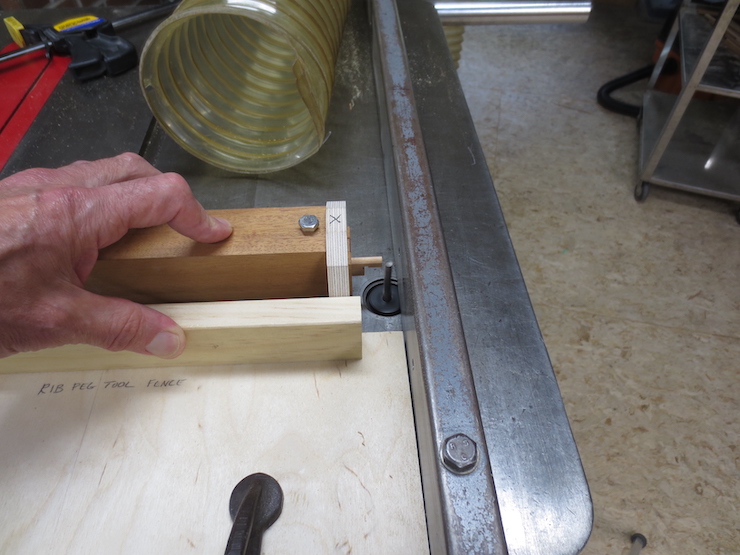
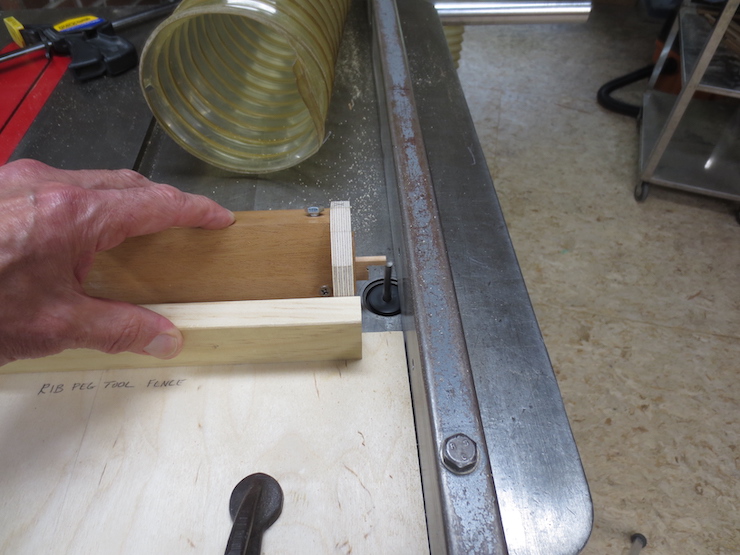
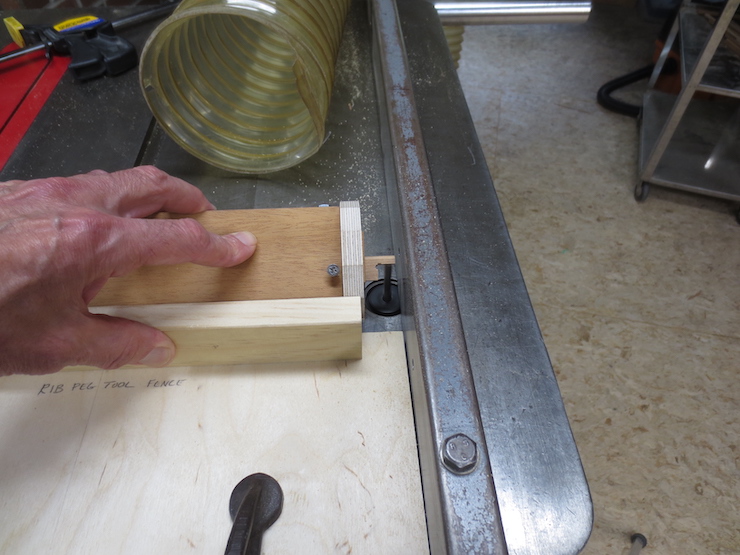
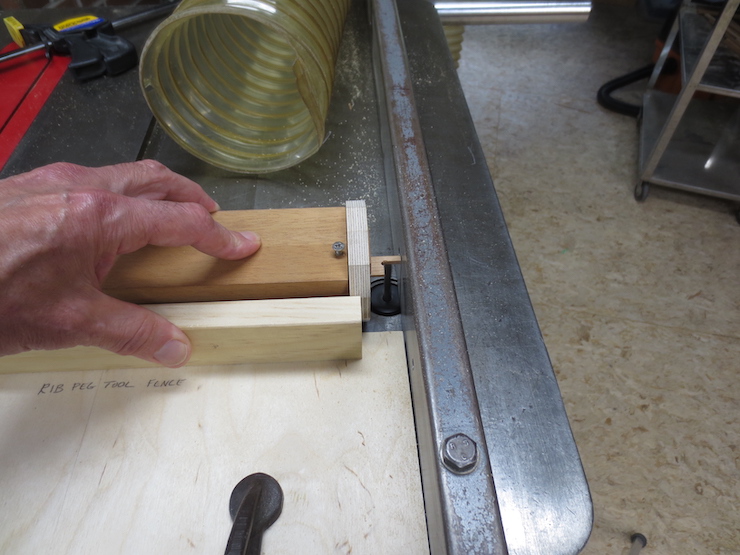
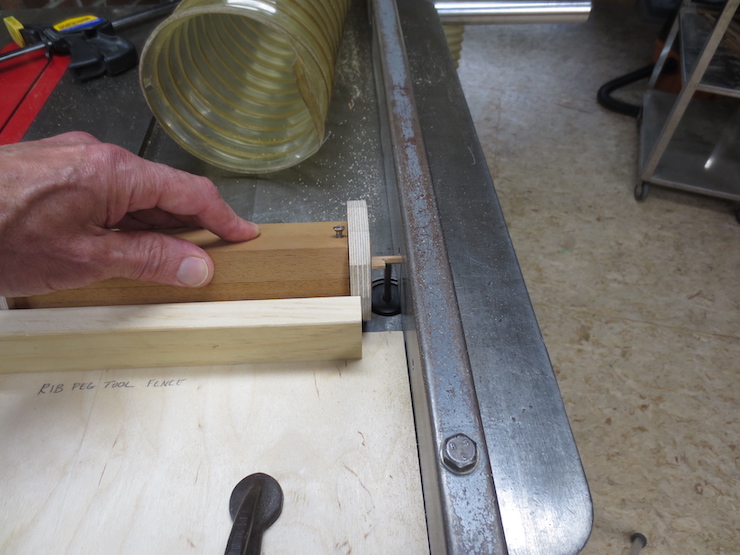

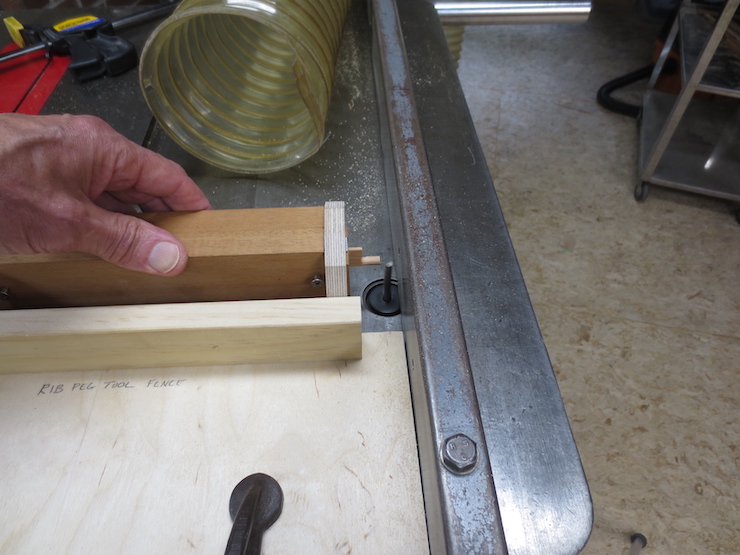


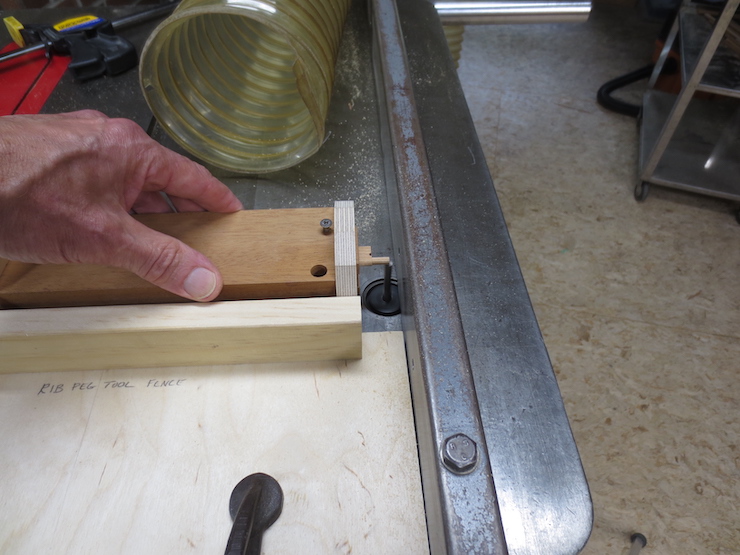
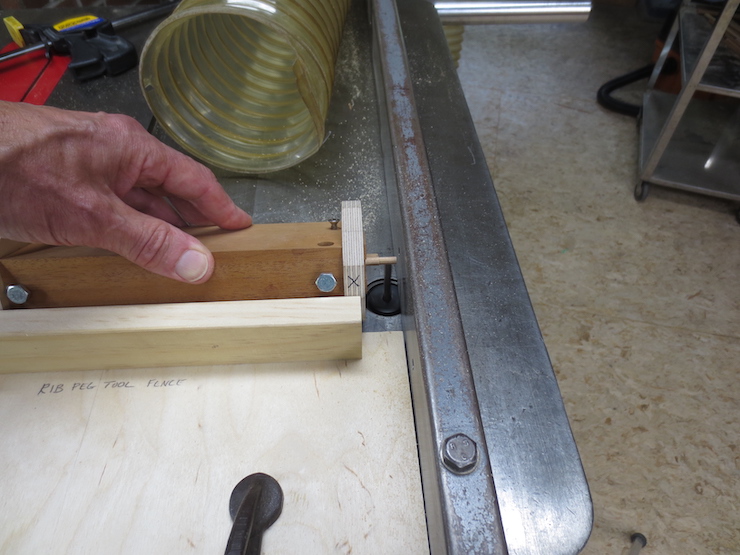
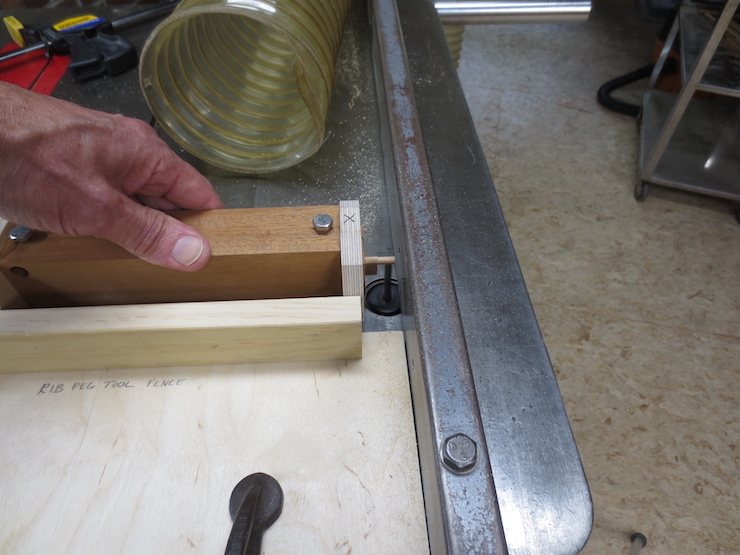

This slide show illustrates the steps of routing a peg on the end of a rib. Notice how the tool makes a complete rotation in 12 steps; each corresponding to one facet of the peg. Keep in mind that for each step the tool is slid back and forth so the router can shape the complete length of the peg (this doesn’t show well here). The router bit only machines the facets of the peg and doesn’t quite touch the shoulder of the rib.

