
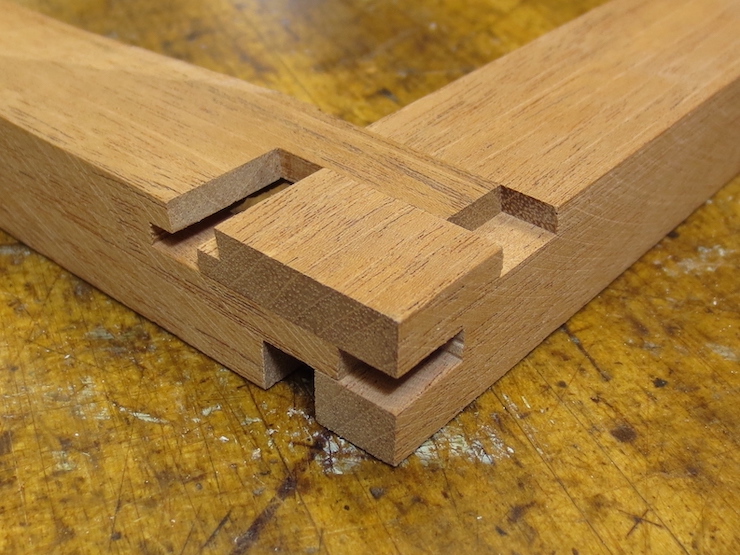
I will now try to explain the making of a traditional British deckle joint; mimicking the form but using non-traditional methods. Its elaborate form must have evolved from the necessity of creating deckles that could stand the abuse of being ‘slapped’ onto moulds hundreds of times a day while being constantly in an out of water. This joint can function without glue; water swells the parts, locking them together. Brass sheathing and a copper wire staple at each corner add additional strength.
When I took this deckle apart a few years ago I discovered that I had been making the joint wrong (or at least not the traditional way) for over 30 years without realizing it. I have since adopted this traditional form but use power tools and waterproof glue. The joint shown above was presumably cut by hand and shows a very high level of workmanship.
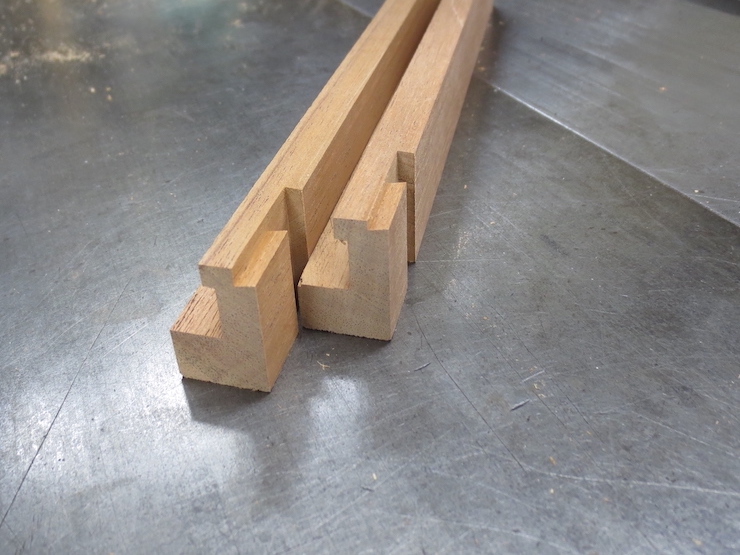
I create what I’ve been calling ‘the mortise side’ of the joint first. This is the part on the right in the photo above. It includes the groove of a sliding dovetail joint. My strategy has been to carefully make this half of the joint first, going through a series of steps using the table saw and router to shape identical features on one end of multiple deckle pieces. Then, using the same tools, the other ends are carefully shaped to make this second side fit neatly into the first side. I’ll explain the process here in four posts without getting hung up on dimensions. Later I’ll publish some standard dimensions and some musings on how the parts of the joint function.

These joints are made to connect in ‘pinwheel’ fashion. All four of the wooden pieces that make a deckle include both sides of the joint, one at each end. This eliminates the need to create opposite (mirror image) forms of the joints. The old deckle that I took apart to examine did not use this strategy but I have read that the pinwheel approach has been used historically.
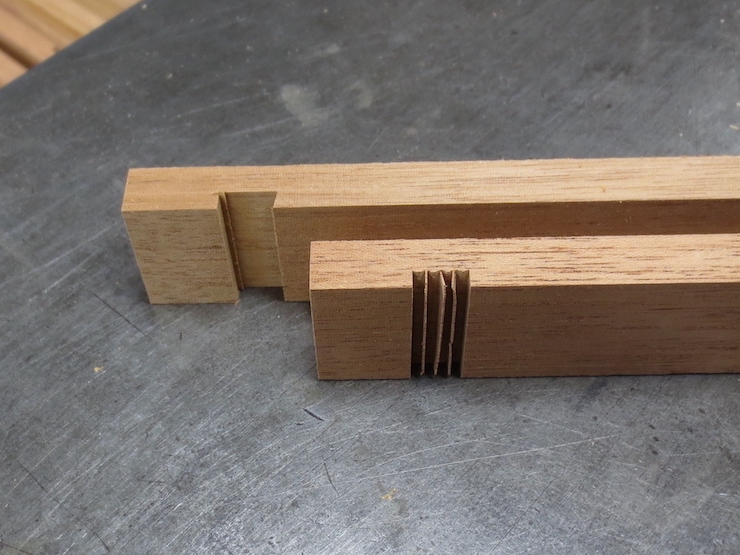
Most of the waste is roughed out on the table saw to start the dovetail groove. I don’t like ‘hogging out’ with router bits, preferring a slow and gentle approach. The cut at the left side of both pieces is a finish cut. It will form one side of the dovetail groove, the non-slanted side.

The two parts on the left have been roughed out. On the right three parts have been further refined by one pass over the dovetail bit, creating one slanted face and leveling the bottom of the groove. (There’s nothing sacred about the 9 degree angle used; it looked good to me and dovetail bits are available with this angle).
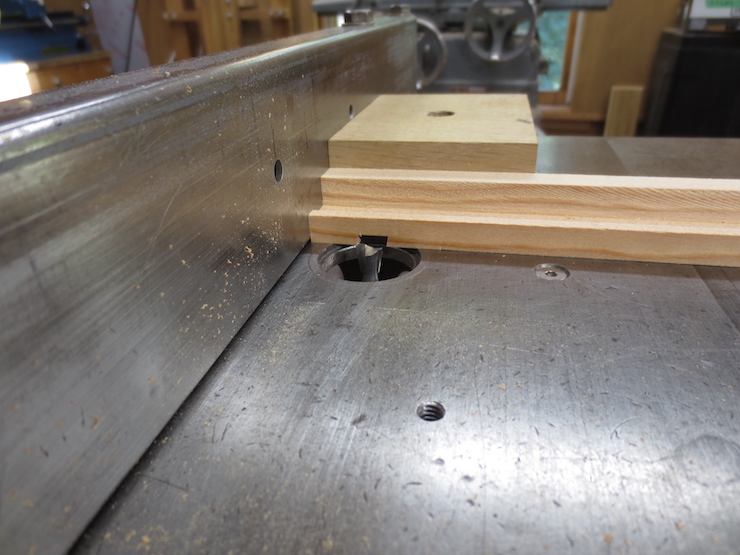
Here’s the set up for routing the angled face and flat bottom of the groove. The block behind the deckle part has true right angles to support the part while it is pushed through.

After all of the pieces have been trimmed the fence will be moved a little closer to finish the bottoms of the grooves.
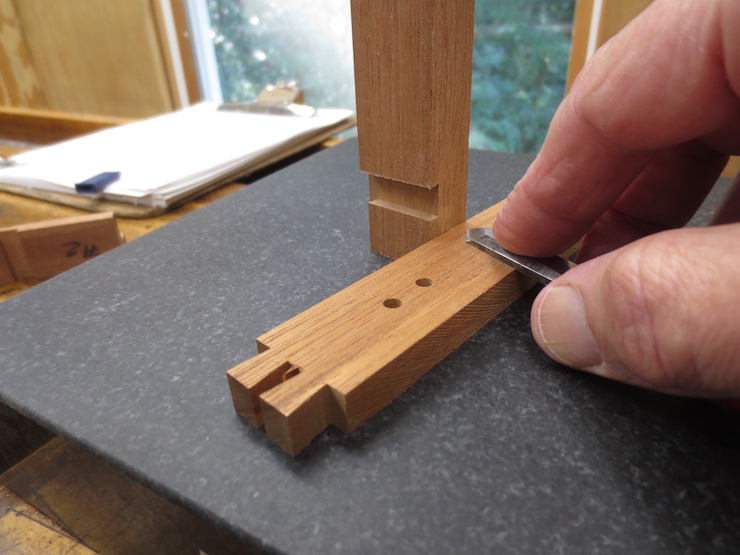
On the back piece a second pass of the router has cleaned the groove up right to the edge, finishing the groove. It might be more accurate to call this a ‘half dovetail’ groove since only one side is slanted. If you imagine the sliding dovetail ‘finger’ or tenon that will be shaped to fit the space (vacant here) you can see that the angled edge of the sliding dovetail would tend to force the parts of the deckle tightly together when the tenon swells from being wet. One end of this ‘dovetail’ edge lies directly above the inner corner of the deckle where two parts of the narrow rim will come together. (The four parts of the deckle form a rectangular ‘wall’ that encloses the pulp to define the edges of paper formed there. The rim is the part of the deckle that rests on the wires of the mould). It can’t be an accident that this part of the sliding dovetail is positioned just here. Its purpose must be to keep the rim parts aligned, helping to insure that they press evenly against the wires of the mould to make clean deckle edges.

The dovetail bit is left at the same height for the next cut; making another 9 degree face parallel to the inner edge of the deckle part. This second angled face also lines up with the deckle rim but at 90 degrees to the first one. When both sides of the joints are completed and put together the wedging action of both slanted faces will work to keep the parts aligned, especially at the inner corner.

A scrap of wood makes a temporary fence so the dovetail bit can be partly hidden beneath to route a narrow margin along the edge of the deckle part.

Each part is pushed against the stop, then pivoted against the temporary fence (in the direction of the short arrow).

Then it is fed into the cutter (in the direction of the longer arrow) to finish the cut.
This cut has been made in two stages; the fence being reset before the final cut. If you imagine the nearer ‘dovetailed’ surface extending across the gap to meet the other you see that they intersect above the place where the inner corner of the deckle rim will be.
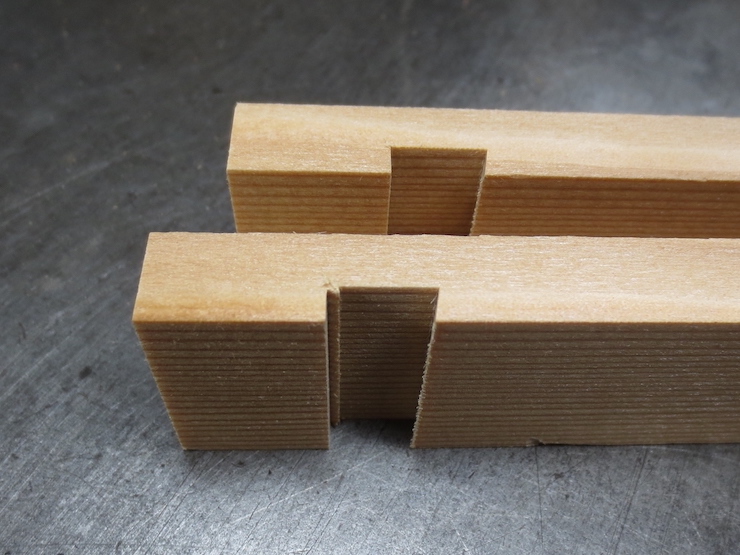
Making the Slot
Next a slot is made which will receive a ‘tongue’ from the adjoining piece of the deckle. The slot is cut to the same depth as the thickness of the mould frame.
I use a leftover test scrap from a mould to scribe the top of the cut to prevent chip out.

To make these cuts the deckle parts were stood up in the wooden right angle block. (Described in the previous post; this tool appears again two photos down). Two saw cuts create the sides of the slot; both are finish cuts. The waste between them is cut out in another pass. When making deckle joints I make sure to have a few practice parts; short scraps of the same deckle stock that have been processed exactly as all of the other parts. These are used to make test cuts and necessary adjustments to get everything right before running the other parts through each step.

Twenty parts are needed for five deckles; there are extra test pieces at the far right. Making the parts identical (except for length) makes this painstaking method of cutting joints worthwhile and ‘cost effective’.

This 1/8″ diameter bit is being used to machine a flat surface at the bottom of the slot. This is the first illustration of the ‘right angle block’ being used to stand deckle parts upright. Many operations are done with the parts lying flat on the table; others depend on the block so the ends can be machined.

You can see the bit, the slot and the scribed line. It looks like the deckle part would fall into the opening in the table but the ‘stop’ (the yellow clamp pad) will stop the motion before that can happen.

Another view of the right angle block and the same operation.

The bottom of the slot has been routed from one side. When multiple deckles are being made all at once it can be worthwhile to make small adjustments. There is always a little bit of hand work at the end, but reducing this saves time. If I was making one deckle only (with four identical parts) this particular operation might not be worthwhile. The bottom of the groove might be more easily cleaned up with a sharp chisel.

This end of the slot still needs trimming.

The slot is now finished after trimming from the other side. The part was turned 180 degrees in the right angle block and the fence re-adjusted to guide the part over the router bit.
Trimming the Lap to Width
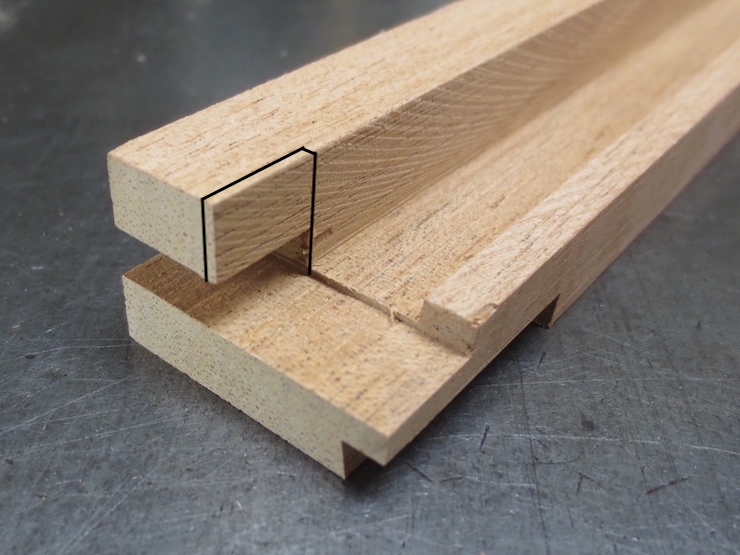
Cutting the groove has left a protruding tenon that will lap over a recessed area to create yet another mechanical connection between the two parts of the joint; a ‘lap joint’. Trimming away the waste (indicated) will complete this half of the joint. The waste can either be routed away, or trimmed on the saw as shown below.

This deckle joint is from an earlier batch. I used the hollow ground saw to trim this part of the lap to its final width. The height of the saw blade must be adjusted to trim the face of the joint without damaging the upper part of the joint (face down and hidden here). The radius of the saw cut extends out onto the inner edge of the deckle. If the deckle and mould have been sized correctly these visible cuts will be trimmed away (or nearly so).

Here is another way to do this with the router and 1/4″ diameter bit. The wooden block at the left is a stop. The deckle part is pressed down on the table and against the fence while pushing it into the spinning bit.
This leaves a ragged edge but this will be trimmed off later when the deckle is fitted to the mould.

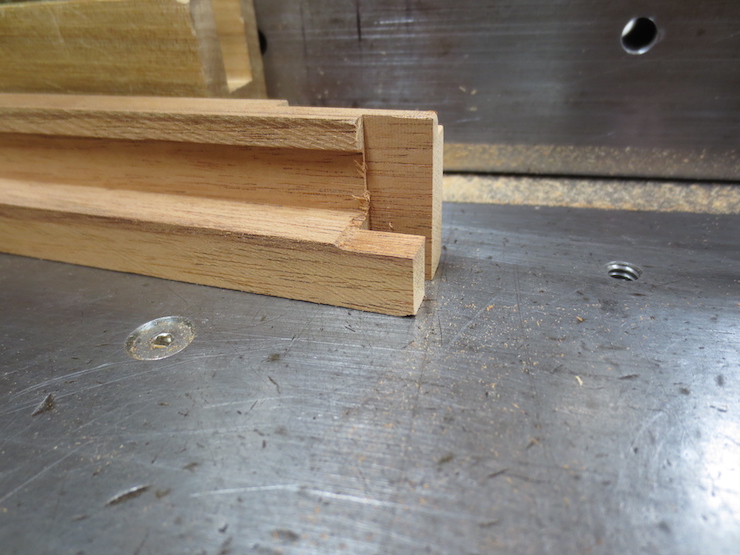
This half of the joint is now complete. The narrow deckle rim on the left and the inner edge where the deckle laps over the sides of the mould are still rough but will be trimmed later as the deckle is being fitted to its mould.
The right side of the joint has been completely formed on all twenty parts of this batch. The next few posts will cover the process of making the mating form of the joint (shown on the left here).
