I am leaving the original text in place but commenting in bold text to update the information. I have recently straightened all of my different sizes of laid wire using only one bank of rollers to remove the cast. All of the wires were straight enough for making laid facings for moulds.
Wire can be purchased in coils or on spools. In either case the wire comes off curved. In order to make a laid paper mould facing or backing it is necessary to make it much straighter.

Above, a piece of .0226″ diameter 1/2 hard phosphor bronze wire right off the spool resting on some of the same wire that has been run through a straightener and cut into lengths. While not perfectly straight, the processed wires can be made into a laid facing.

The major curve of the wire is called ‘cast’. This corresponds roughly to the diameter of the spool or coil. Another way that the wire is curved is called ‘helix’. The helix can vary, from very slight as shown above, or very steep as shown below. This extremely steep helix (below) was from a very small spool of hard (spring) wire and would likely be unusable if only the cast were removed. I now purchase only 1/2 hard wire for making laid wires and it comes on large spools. I believe that the combination of softer wire on a large spool makes it more likely to work well even if no attempt is made to remove the helical part of the curve.

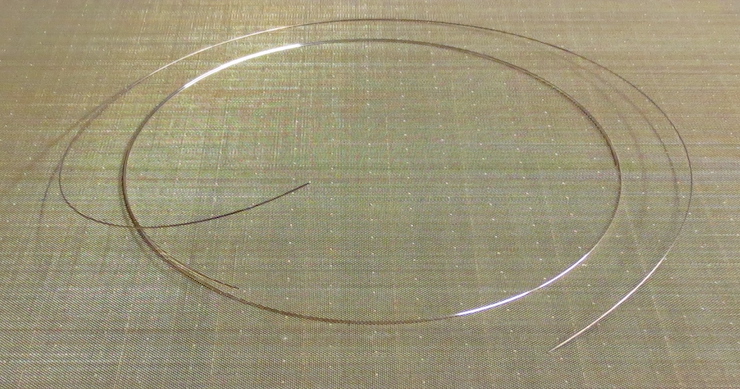
The same two pieces laying flat. The smaller circle of wire is the 1/2 hard wire mentioned above, while the larger circle is spring tempered wire of the same diameter. This wire has a more pronounced helix shape and won’t lay as flat.

A traditional way to straighten wire. The wire straightening blocks above and below are from Ron Macdonald’s collection of tools. These photos were given to me by Serge Pirard who studied with Ron and made moulds using many of Ron’s tools.

I tried to straighten wire this way but soon gave up! In the two photos above it seems evident that only the cast is being removed.
Above and below are photos sent to me by Sergey Nasaev of Russia.


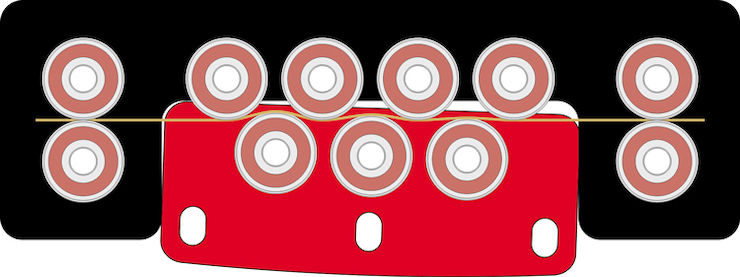
This is the wire straightener that I made using the information sent to me by Sergey. Ball bearings are stacked in pairs to create grooves which guide the wire back and forth to remove the cast. I expected that the wires should come out almost perfectly straight, like the pre-straightened wire I had been using for years. So, I was a little frustrated at first when the wires weren’t as straight. In retrospect this turns out not to be necessary or even desirable. If you try to make perfectly straight wires this way you may go crazy!

I made a second straightener out of steel with bronze rollers. The base plates of the first design were made of plastic. Steel, being much harder, can be more accurately calibrated. Now I can record the best settings for various sizes of wire so this unit can be used for all sizes of paper mould laid wire. Wire straighteners can be purchased but I chose to try to improve on what I had instead. (Besides, I like to make things and this looked like a fun challenge.)
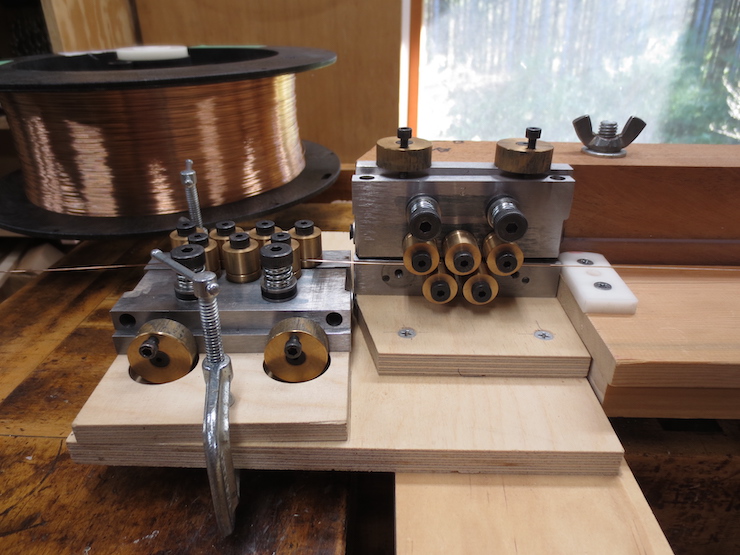
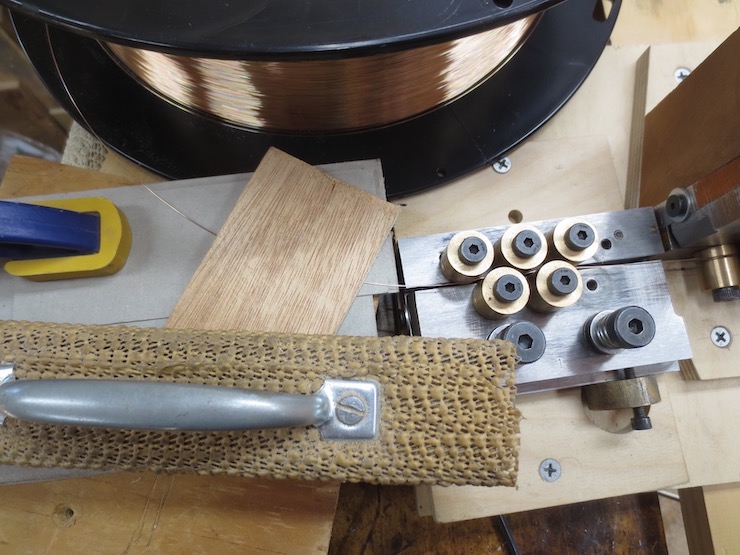
A closer view of the steel and bronze wire straightener. The first set of seven rollers is used to remove the cast. The second set is used to remove any remaining curve caused by the helix. I never use more than five rollers any more. And I now believe that one can get by very well using only the first (horizontal) unit to produce usable laid wires.
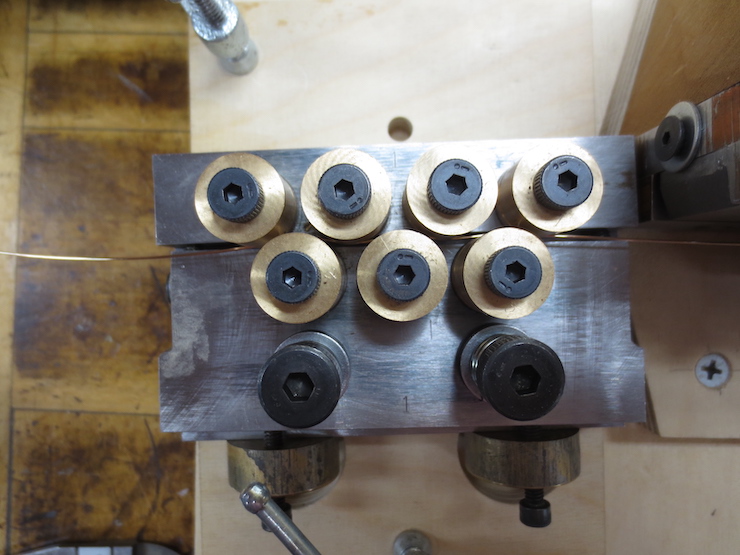
The horizontal bank viewed from above. You can see that the rollers are set to bend the wire back and forth and less aggressively as the wire moves from left to right. Adjusting screws are located at either end of the slot between the rollers and are accessed through deep holes in the front plate. The two tightening screws are visible at the bottom of the photo.
The photo above shows the use of a built up pad to orient the cast of the wire as it enters the first rollers. This photo has been added to show an improvement in the process. Please refer to post # 58 for more details. And see “An Addition” at the bottom of this post.

The vertical bank. I have the best luck using five rollers here. Wire this light requires only 7 or 5 rollers per bank; heavier or harder wire needs more rollers. The middle five rollers have been selected to remove a helix spiraling upward. If the helix curved downward the upper right roller would be removed and one added at the blank spot at the lower left.

The wire enters the horizontal bank of rollers. The cast is removed and slightly reversed by the first three rollers. Each trio of rollers creates a bending action as the wire is forced around the middle one. The remaining rollers form overlapping groups of three that apply a gradually diminishing amount of force. The wire is forced first one way, and then the other, to gradually change its shape from very curved to nearly straight.
After the first set of rollers are adjusted the wire will look fairly straight when viewed from directly above. But it may still have a noticeable curve when viewed form the side. This curve is mostly the result of the helix and the second set of rollers have the job of removing it. Since this is much slighter they don’t have to push as hard. The wire lengths seldom turn out completely straight. If the straightener is calibrated right the wires repeatedly cycle from nearly straight to less straight and then back again; but fortunately staying within a useful range. I don’t fully understand all that is happening but think the wire has acquired some slight variation in the spooling or coiling process. Also wire twists slightly as it is unspooled. Either may cause the wire to shift slightly in the rollers, affecting the final shape. (This is my current theory.) Using only the first set of rollers to remove the cast it seems that the wires, though always slightly curved, are more consistent.

I pull the wire with this pair of wire cutters.

One jaw rides along the fence to keep the pulling angle constant.

When the outside handle hits the back stop the handles are squeezed to nip off a length of straightened wire. Then the cutter is moved back to the front stop to grab another length to begin again.
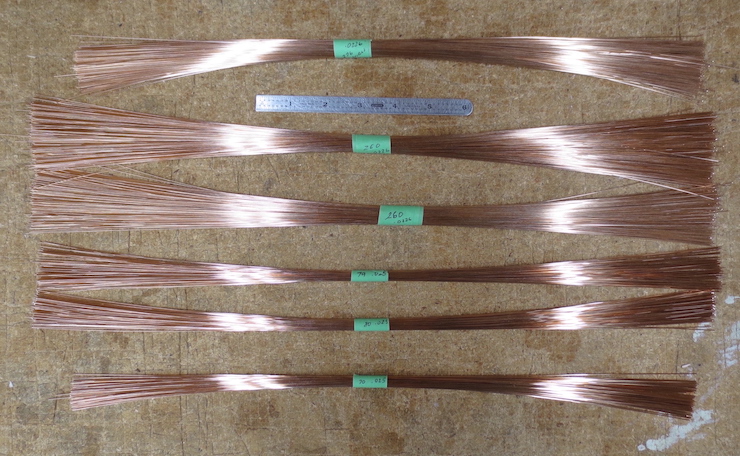
The top three bundles are .0226″ diameter 1/2 hard wire and will be made into laid facings for three moulds, two 12″ x 18″ moulds and one 10-1/2″ x 15-3/4″. The lower three bundles are .0254″ diameter wire and will be used to make the backing wires for these moulds. They are all to be “double-faced laid” (also known as “modern laid”) moulds.
Wire straightening is fairly new to me. I made moulds for about 25 years using wire that I purchased pre-straightened in lengths. After seeing a video of Ron Macdonald pulling wires from a coil I was inspired to try again. I like the idea of not needing a source of pre-straightened wire. I think that the hand pulled wires give a more interesting surface which carries over to the paper made on the mould (though this is pretty subtle).
I have tried to convey this information clearly. If something doesn’t make sense or if you would like further clarification let me know. I often have extra photos that can be posted and can also try to state things more clearly if I am aware of your questions.
An Addition:
I made this device to add to the front of the wire straightener. It helps to orient the wire as it enters the rollers. Ideally the first bank of rollers removes the cast only but without some help the wire has a tendency to twist and wander a little as it passes between them. If the cast enters the rollers a little slanted the rollers won’t just be working at removing the cast but will also be altering the helix. I don’t think you can completely isolate the two with this simple technology but this does seem to help a little.
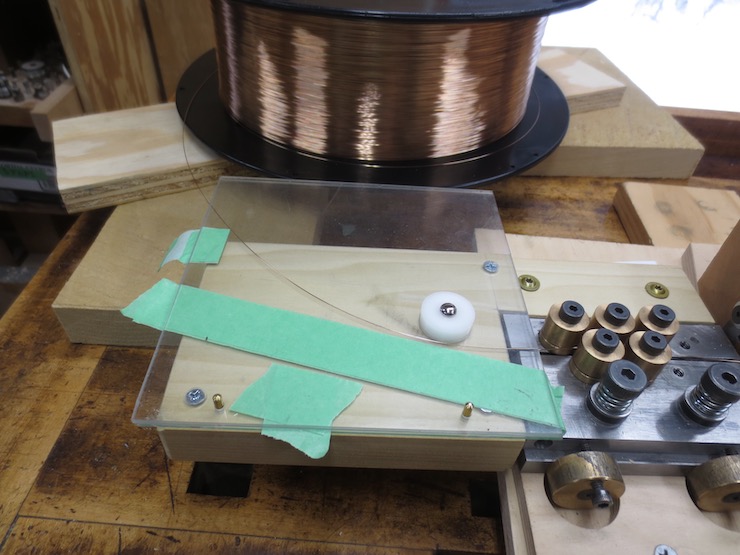
The wire is pulled between two sheets of polycarbonate. The bottom sheet is screwed down to the wooden base. The top sheet floats, held somewhat loosely in place by the two brass pins and by the white plastic (acetal) disk. A couple layers of tape hold the sheets apart so, when weighted, the wire is free to move. The wire is pulled past the disk while being held flat between the plastic sheets to hold the cast of the wire in line with the grooves in the first bank of rollers. This helps the rollers to work on the wire in a more uniform fashion. I find that thicker wire needs more layers. For instance .0254″ laid wire required 5 layers, .0226 required 4 layers. The very finest (.0144″ in my case) may only need 2 or 3 layers. After setting up for straightening and weighting the plastic sheet the wire should still be able to move freely without dragging. You can see this effect through the clear plastic. I put the tape shims on both sides of the wire with a weight spanning the two lines of tape.

Another view with the weight removed.

The weight has been added. The wire can move freely enough that the cast isn’t pulled straight. The wire isn’t pulled around the white disk hard enough to change the curve (cast) any. The disk just helps keep the wire oriented.

How does straightening relate to drawing? Or, to put it another way were historical cover wires made directly from die drawn stock?
LikeLike
It is very possible that in the past wire was drawn through dies in the same workshop in which moulds were made. In that case it would make perfect sense to cut wires to length right from the freshly drawn wire. They would be nice and straight. It is my understanding that when wire is drawn through a die to a certain diameter it has to enter the die annealed (softened) in a very slightly larger diameter. The wire is in the same operation reduced in size, straightened and hardened. But if the wire must be stored or shipped it is not practical to keep the wire straight unless it is known what length the wire needs to be. Otherwise the wire would need to be spooled or coiled for convenience. Either would put a curve in the wire. This is my understanding and may not be totally complete. If I remember right, Nathan Sellers of Philadelphia, the first American Mould Maker ran a wire business in which wire was drawn as well as woven into screen and made into other products as well. I suppose he might have made his laid facings from freshly drawn wire. I think he also invented a mould maker’s loom.
LikeLike