Mould Frame and Deckle Wood

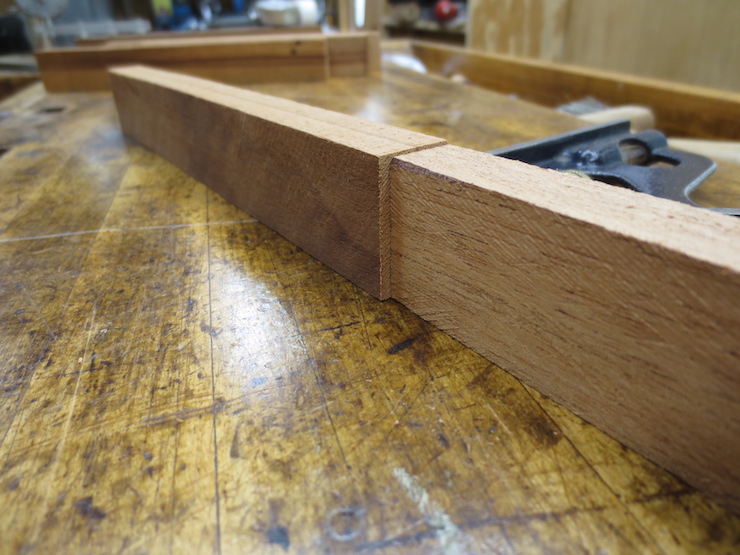
Wood usually contains internal stresses. If the trunk of a tree grows at an angle reaction wood will develop on the bottom or top to strengthen the tree. A windstorm may damage a tree causing different growth patterns, introducing internal tensions. Improperly drying wood can also introduce stresses. None of these are good for woodworkers. Most are not apparent until you begin to work with the wood. When it is sawed into narrower widths the release of internal tensions will usually cause wood to change shape. Sometimes this is very slight as shown above. If you are very lucky there is no discernible stress and the wood will hardly change at all.

This wood, originally from the same large plank, shows greater tensions being released. The wood I use is marketed as “Genuine Mahogany”. I don’t know the exact species. It is good for mould frames and deckles. It has little difference between tangential and radial shrinkage and swells relatively little when wet. And it is soft enough to receive brass and copper nails which is important for mould making.

Boiling wood for mould parts helps to release stresses. Lignin, the substance that binds wood fibers together, softens with heat, allowing the fibers to shift slightly. This boiling tank is made from a 4″ diameter piece of iron pipe. The bottom end is threaded and bushings are screwed in place to reduce it so that a 110 volt water heater element can be screwed in. I bring the water to a boil with the wooden parts submerged then unplug it to let it rest for an hour or so. Then I bring it back to a boil before removing the wood. More information about the boil tank can be seen at the bottom of this post.

This also tests the wood. If the wood warps or twists badly it is not good for making moulds. If the wood barely changes you can be more confident that the wood will not warp or twist during the life of the paper mould. Many, many hours of work go into a mould, making it prudent to test and prepare the wood ahead of time. I prepare the frame and deckle wood in several steps. It gets boiled, allowed to dry, straightened (jointed, in woodworking parlance) and trimmed smaller. Later it is boiled and dried again and jointed and trimmed a second time. I sometimes add an extra boil for the L-shaped deckle stock. In the process you will get a good idea how the wood will behave and with luck gain confidence in it.

This wood has been boiled and allowed to dry. Two sides of the wood are now jointed (made straight) using a power jointer. This removes any warp or twist.
A tablesaw has been used to trim the other two sides parallel with the jointed sides. Thus the wood gets a little smaller with each step. The internal tensions are gradually reduced as the wooden parts get closer to their final dimensions. The time and work actually spent preparing wood this way is not great. However you must plan ahead a few weeks to allow for drying between steps.

Deckle stock is prepared in the same way but it is shaped into a rough L cross section. In this photo the small scrap pieces that were sawn out remain very straight. This is a good indication that this wood is relatively stress-free.

Here, the shape of the deckle has been further refined; very close to its final shape but still slightly oversized.

This frame stock has been boiled and straightened twice. After drying out fully it will be ready for final shaping. Now the wood is still only rough shaped! To become a paper mould it will be further shaped very precisely and with very sharp tools. This will be described in future posts.
Rib Wood
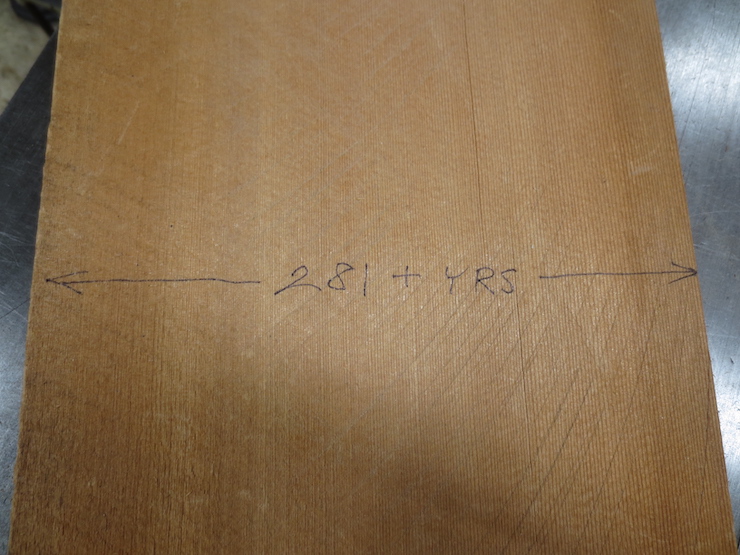
This is a plank of vertical grain Western Larch, a deciduous conifer also called Tamarack. I use this species for making ribs for moulds. I have Jim Croft to thank for this. He lived in Idaho where larch grows. He had it specially sawn for me with the growth rings in the ‘vertical’ orientation (approximately 90 degrees to the wide face). Larches can die and remain standing for many years without decaying. With the aid of my Optivisor and a pin I counted the rings. This tree was well over 300 years old when it died (the heart of the tree is not in this plank). It must have grown in a dense stand; the growth rings are miniscule. This makes great rib wood. Even with this old growth wood I use only the outer, finest grained wood for ribs. (I am spoiled). I feel a little guilty cutting it up into little pieces. Before Jim provided larch I would comb through stacks of clear white pine at my local lumber yard looking for perfect boards.

This tree only gained about 1/32″ to 1/16″ in diameter per year! As a result of growing so slowly and in a dense stand this wood has practically no internal stress.

It is easy to see if a vertical grain plank has been sawn parallel to the growth rings. It is harder to tell if it has been sawn parallel to the trunk in the other orientation. Here I have split a scrap of the plank and found grain ‘run-out’. This is best avoided for delicate paper mould ribs. I will re-saw narrow sections of this plank to eliminate the run-out before sawing out the tapered ribs.

Here the wood has been re-sawn to eliminate the run-out. This piece had a crack that shows the orientation of the grain. I drew a line to accentuate this. The cracked part won’t be used for ribs; there is solid wood on the other side and the other blanks had no cracks.

The prepared blanks are sawn into tapered rib shaped pieces. I cut these pretty close to final dimension since the wood is so stable.

Rib stock for a couple of moulds. In Britain these are called bars but I have always called them ribs.

Rib stock only gets boiled once, just to test for warp and twist. This wood turned out great. After boiling I stack the pieces so that air can circulate all around.
Boil Tank

Here the boil tank is hung from a suitable brace outdoors. The tank is heavy. I have boiled wood indoors but the tank can boil over and make a mess. For safety always unplug the cord before touching the tank when loading or removing wood or adding water to it. If the tank is neglected and boils dry the wood will be scorched and the heating element will fail and need to be replaced.

The mould wood is held down by this block.

A rod holds it down so the buoyant mould wood stays submerged.

To make the tank a piece of 4″ cast iron pipe was purchased with threads cut on one end. A connector was threaded onto that end. A pair of bushings reduce the diameter of the threaded hole to a 1″ NPT (National Pipe Taper) internal thread to fit this standard 120 volt water heater element. A drain fitting was installed at the bottom of the tank. Make the tank longer than the longest piece of mould wood that you will use.

This pipe has a 4″ interior dimension. The pipe was drilled for two threaded studs which are used to hang the tank with chain.

What thickness do you start with before the mahogany is twice boiled and trimmed? For instance, if the finished rectangular profile of the mould frame is ½” thick, what thickness do you start with?
LikeLike
About 1/8″ oversize is generally OK (so 5/8″ for the 1/2″ frame stock you mention). I generally re-saw strips of wood from very thick planks of 3″ or even 4″ thick. (For some reason I can more often find good, straight grained mahogany in the larger thicknesses.) It’s a bit of a puzzle to saw out the various parts with the least waste so the rough dimensions at this point can vary quite a bit. Larger moulds made of longer pieces may require more thickness since there’s more potential for warp over a greater length. Smaller moulds require less for the same reason.
LikeLike